品質管理面でますます高まる
製造業における変更管理の重要性
その要素としての4M、
そして5M+1E視点での分析とは?
製造業にかかわっていくと
次々と重要性される項目が
増えていくような気がして
滅入ってきませんか?苦笑
4Mや5M+1Eという項目、さらに
変更管理や変化点管理とか。。。
とても難しそうに思えるんですが
実はこれはこれまでの管理方向を
少し変えて名前付けただけなんです
え?どういうことかって?
それを今回は説明していきましょう
4M変更管理とは何か?
ではまず4M変更管理とはいったい
どんな管理を指すのでしょうか?
そのためにはまず4Mとは何か?を
説明する必要がありそうですね
4Mとは?
4Mとは特に製造業
工場で行われる製造現場を
4つの項目に分解して
捉えていこうとする
以下の管理要素です
4M-2:MACHINE(設備)
4M-3:MATERIAL(材料)
4M-4:METHOD(方法)
4Mは4つの要素の頭文字が
すべてMで始まることから
4Mと呼ばれるようになったようです
ではもう少し詳しく
解説を重ねていきましょう
4M-1:MAN(作業者)
4Mの1つ目はMAN(作業者)です
作業者の知識や経験が十分かなど
ハード的な側面だけでなく
体調や心理的に集中できるかなど
ソフト面な部分も含みます
作業者の能力のバラツキや
作業への意識の高さなども
この管理要素となります
結構、重要ですよね
4M-2:MACHINE(設備)
次はMACHINE(設備)が入ります
設備がしっかり機能するか?
燃料や電源など動力源はもちろん
メンテンナンスの消耗具合や劣化
生産能力などもこの要素内です
年式や型式などいろいろ
着目する方向性はありそうです
これが4M要素の2つ目
4M-3:MATERIAL(材料)
さらにMATERIAL(材料)です
加工材料の品質特性のバラツキ
職場環境の変化による変動
素材や部品そのものの欠陥
部品同士の不整合など
この要素は範囲が広いですね
4M-4:METHOD(方法)
4つ目はMETHOD(方法)です
作業方法の抜けや手順の間違い
そもそもその方法が適切か?など
プロセス面からの視点を指します
5M+1Eとは?
5M+1Eとは先ほどの4Mに加えて
5つ目のMと1Eを管理要素とします
4M → 5M+1E というわけですね
ではさっそく加えた2つの
管理要素を紹介しましょう
5M-5:MEASUREMENT(計測)
5Mの4つ目までの管理要素は
4Mまでと同じなので
これが5Mの5つ目となります
計測条件や計測方法
計測者の経験や能力
計測機器の精度など
定量化プロセスにおける
精度要素が対象です
1E:ENVIRONMENT(環境)
はじめて”M”から離れますね、笑
1EはENVIRONMENTの頭文字
環境を指します
職場の温度や湿度や気圧の季節要因
さらには音、光、時間、振動など
製造職場の環境を一定の条件に
キープできるかどうかの視点です
4M変更管理とは意図して変更する管理
このタイトルで説明しているとおり
4M変更管理とは意図的に施す変更を
適切に管理する取り組みのことです
多くの製造現場では
・効率を良くするため
・品質を高めるため
・納期を早めるため など
あらゆる改善を進めていきます
その良かれと考えて実施した改善も
予期せぬトラブルが起きる可能性も
含まれているかもしれませんよね
だからこそそれらを
4M、改め5M+1E視点に分解して
事前にどんな問題が発生するか
検討して対処しておくための管理を
4M変更管理と呼んでいるわけです
ま、現代では5M+1E視点なんですが
呼び名は4Mのままなのです、苦笑
さて、一方で同様な管理として
変化点管理というよく似た名前の
管理方法があるのですが
この変更管理との違いについて
説明を進めていきますね
品質管理における変更管理と変化点管理の違い
品質管理においては
変更管理と同様に変化点管理も
とても重要度が高まっています
ではさっそくその違いについて
お話していきましょう
変化点管理とは何か?
さきほどの管理要素である
4M、改め5M+1E視点に分解して
事前にどんな問題が発生するか
検討して対処しておくための管理
それは変更管理と同じカタチです
では変更管理と何が違うのか
変更管理と変化点管理の違いとは?
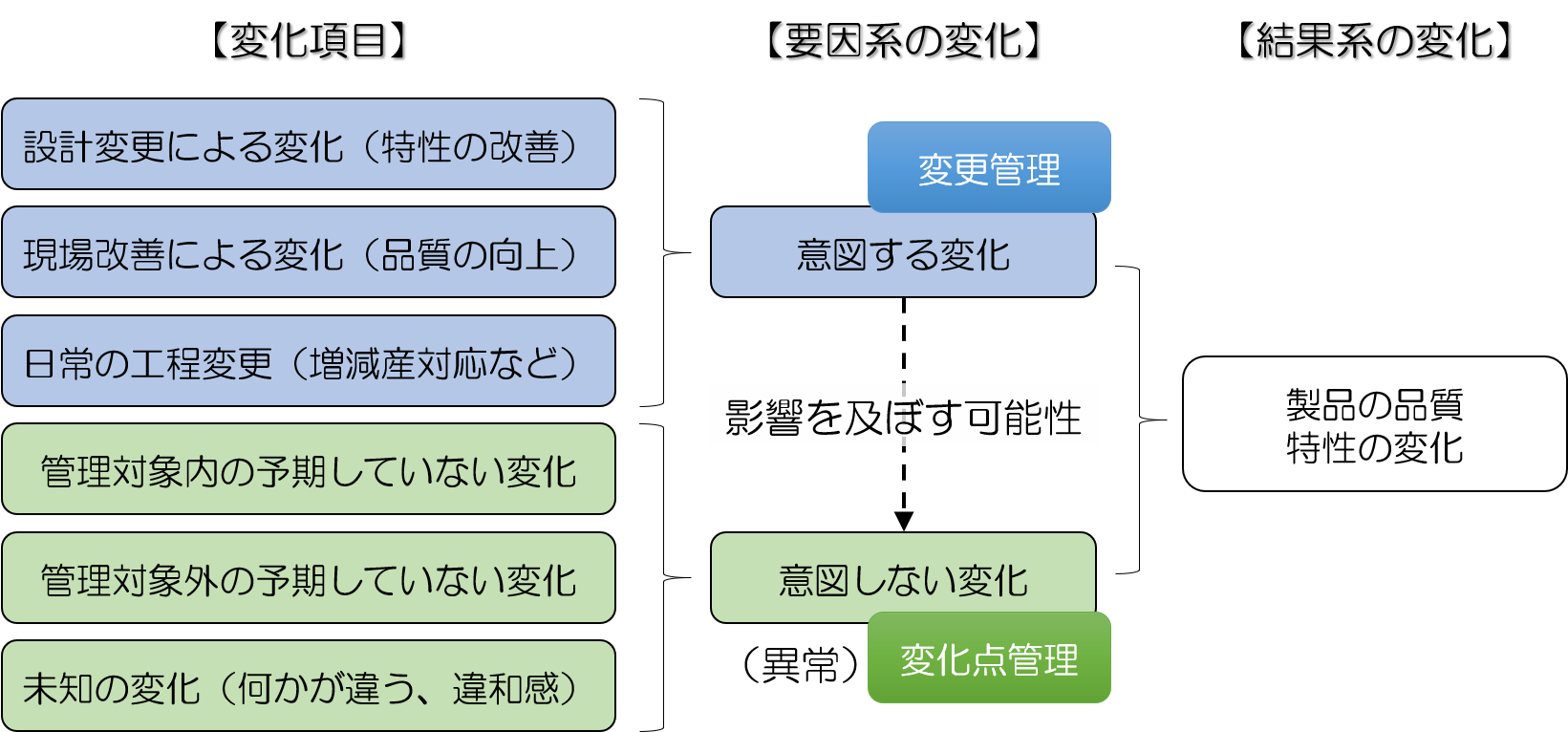
変更管理と変化点管理の違いの解説図
変更管理とよく似すぎてるんですが
変化点管理は守備範囲の違いです
変更管理は意図する変化について
事前に対処しておこうとする
管理手法なんですが
変化点管理は意図しない変化に対し
事前に対処しておこうとする
管理手法なんです
どういうことか?
意図しない変化とはどんなもの?
良かれと考えて変えるものが
意図する変化とすれば
出来れば変わってほしくないですが
自然と変わってしまうもの
つまり異常や不具合のことです
もう少し掘り下げてみましょう
変化点1:異常
不良や不具合ではないのですが
放置していると不良や不具合に
つながる現象=異常を指します
たとえば
・異音がする
・寸法管理限界値を超えた
・中間・最終チェックで寸法が変化
など
出来れば変化してほしくない
目に見えない変化のことです
なかなか気づきにくいですよね
変化点2:不具合(不良)
異常が継続した結果生まれる不具合
わかりやすく言うと不良など
たとえば
・機械の停止
・検査不良
・寸法規格はずれ
・ヒューマンエラー
など
結果なので異常に比べれば
こちらの方がわかりやすいですよね
品質管理面で重要な4M(5M+1E)分析とは?
実は品質管理面では
4M(5M+1E)による分析が
より重要度が増してきていると
言われるようになってきました
それは現代のものづくり企業に
もとめられる管理項目が
どんどんと複雑化していく
環境がその原因と言われています
それはなぜか?
この4M(5M+1E)の要素で
その複雑性を単純化できるからです
それはどういうことか?
4M(5M+1E)で分析する特性要因図
品質管理手法であるQC7つ道具に
特性要因図があります

俗にいう『魚の骨』
フィッシュボーンと呼ばれている
フレームワークなのですが
皆さまはご存じでしょうか?
『異常や不具合が発生する』という
結果が起こる要因を考えていくのに
とても適している手法です
その要因を参加メンバーで
できるだけたくさん考えてきて
付箋などを使って整理していきます
その整理するグループに今回の
4M(5M+1E)の要素で分析していく
そのことによってその要因が
MAN(作業者)なのか
MACHINE(設備)なのか
どこで発生しているのかが
イメージしやすくなってきます
そうすると対処方法の検討も
考えやすくなってくるんです
この特性要因図を実施する時に
4M(5M+1E)を活用すると
そのシンプルさに驚きます
4M(5M+1E):変化点管理の重要性
ものづくり品質を安定させるために
対処する方向性は2つ
『作業者の意識』だけではなく
『組織的なしくみ』の両方を
進化させていくことにあります
変化点管理とは意図しない変化を
事前に対処しておこうとする
管理手法なんです
つまりこの変化点管理をすることで
どんな変化が起きるのか?について
作業者自身が想像して考えに考えて
起きてもない変化をひねり出します
つまり想像力を鍛えていくんです
あれが変化すればこれも変化する?
それがこうなれば関係するかも?
それによって今までにない知識が
どんどん蓄積されていくことで
『作業者の意識』が高まります
設備部品が劣化したら性能が下がる
継続稼働したら発熱して精度低下
この作業を繰り返したら肘を痛める
などなど実際に起こる前に
ケース別の対処が可能になります
これは財産ですよね!
しかもそれを変化点管理と呼び
定期的に実施することを
『組織的なしくみ』を動かすことで
多くの部署で技術知識の共有が
進むことになります
これらの効果は足し算でなくて
かけ算的に成長を重ねていくことで
強い会社づくりに貢献できる
おわかりでしょうか?
この重要性はとても高いわけです
変化点を見える化する3つのツール
この変化点管理を進めるためには
まず変化点を見つけやすくする
知恵や工夫が必要となります
つまり、ものづくりの先輩たちが
活用してきた便利ツールがあるので
それを3つ紹介していきましょう
ツール1:異常連絡書・結果報告書
まずは意図した変化
あるいは意図していないけど
職場の中で気がついた
あるいは考え出した変化点について
関係部署に連絡・報告する必要が
ありますよね
そんな時に役立つのが
以下の2つの機能を兼ねそろえた
異常連絡書・結果報告書です
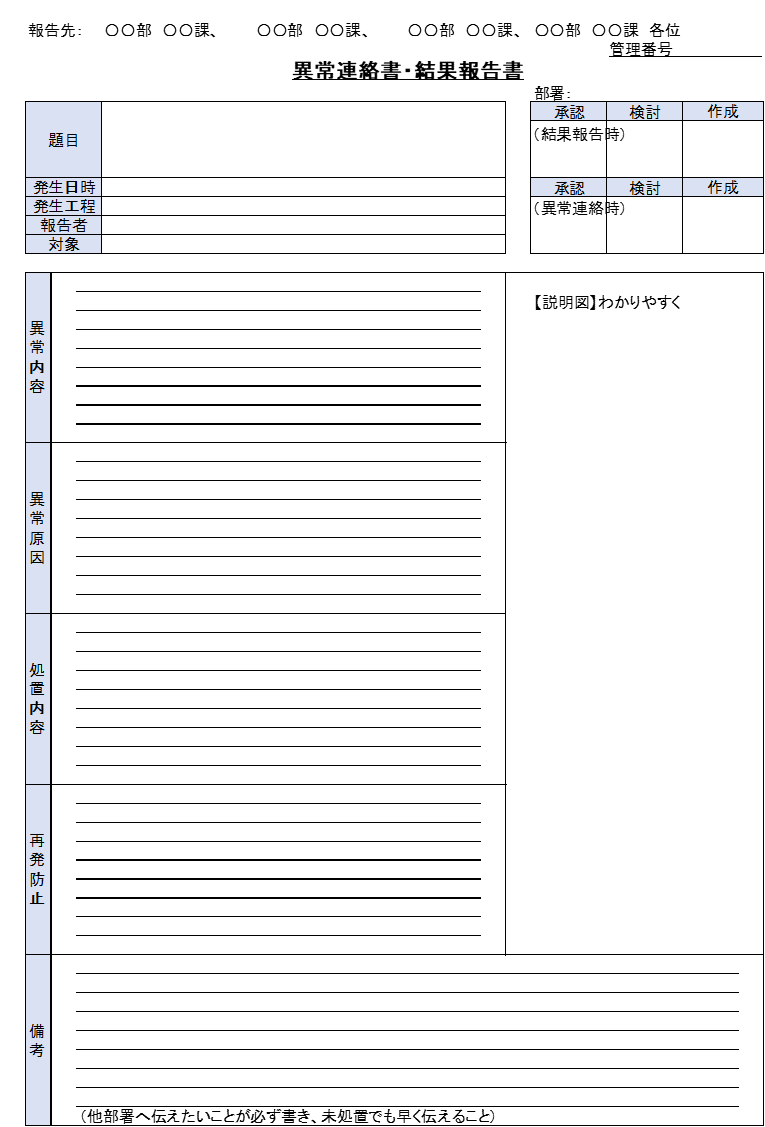
異常連絡書・結果報告書(例)
生産現場で異常に気付いたとき
少なくとも前後工程に対して
この異常連絡書を発行します
影響が出ると思われる
部署や工程があればもちろん
この変化の要因と考えられる
ところにも連絡する必要があります
そしてこの異常連絡を受けた工程は
結果のフィードバックはもちろん
必要であるならばさらに上流
または下流へ順番に転送します
発見直後はすべての欄に
記述することはできませんので
異常内容と応急処置のみでも
記入して異常連絡書を発行します
わかりやすく説明図を描けば
ある程度把握は可能です
その後、次工程で判明した異常原因
処置内容、再発防止策などと一緒に
前後工程からのフォードバックなど
徐々に書き加えて結果報告書として
発行します
このことによって関係する工程で
すべての情報を共有していくことで
相互成長を図っていくわけです
まずは全員が知ること
大切ですよね
ツール2:変化点管理ボード
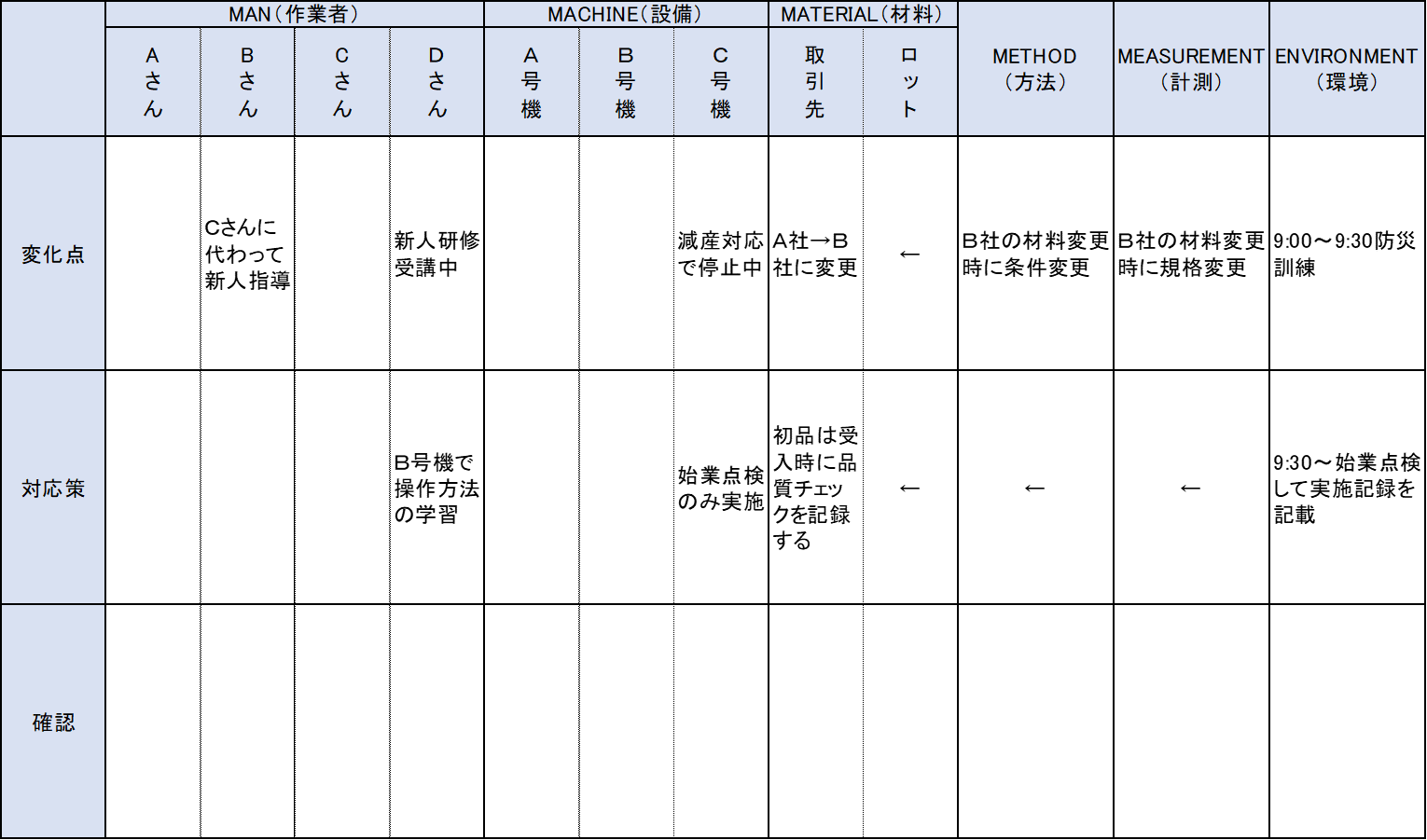
変化点管理ボード(例)
多くの工場を現場見学していると
よく見かけるのが変化点管理板
あるいは変化点管理ボードと
呼ばれるものです
改善や増減産対応などを目的とする
意図する変化に加えて
作業者が気がついたり
想像力でひねり出した不安要素も
この管理ボードに記載する対象です
一般的には4Mで構成されていますが
個人的には上図のような
5M+1Eで記載することがお勧めです
運用はローテクではありますが
全員で使える情報共有ツールとして
強力な武器となりますので
ぜひ最初のステップとして
取り組んでみてください
ツール3:QC7つ道具
品質管理の基本からいえば
意図しない変化点の見える化は
管理図などのQC7つ道具を使えば
かなり実現させることができます

ではどのように活用するのか
少し解説を加えましょう
管理図
管理図は主に結果系の変化を
発見することのできるツールです
ある数値の推移をパターンとして
観察しつづけることで
さまざまな前兆がキャッチアップ
することが可能となります
どのようなパターンで
どんな内容がわかるのか?
以下のページをご覧になれば
よくわかると思います

ヒストグラム
管理図に負けず劣らず
視覚的に訴えかけてくるツールが
ヒストグラムです
こちらも寸法範囲などの
加工精度のバラツキなどを記録して
そのカタチの変化によって
異常検知が可能になります
しっかり管理ができている工程では
全数チェックでも抜き取り検査でも
データ数が増えるにしたがって
正規分布(左右対称の釣鐘型)の
形状になっていくものです
このカタチがいつもと違っていれば
何かしらの変化が起きてる可能性が
高くなっているというわけです
このシンプルな管理の方法は
以下のページをサラっと読むことで
簡単にご理解いただけます

4M(5M)+1E:変化点管理の具体的な3つのアクション
いかがでしょう?
変化点管理とはどのようなものか
ある程度イメージできましたか?
この変化点管理を定着させるには
まず基本的なものづくりの考え方を
把握しておくことが必要です
そのため改めてではありますが
しっかりとした変化点管理を
進めていける基本姿勢として重要な
具体的な3つのアクションについて
紹介していきましょう
アクション1:なぜなぜ分析
問題が起きたらその原因を探って
真の原因をつきとめて対策する
そのプロセスに役立つ手法に
『なぜなぜ分析』があります
トヨタ自動車では
『5つのなぜ』と呼んで
なぜ?という質問を5回
繰り返すことが推奨されていました
この5回という数に意味はなく
根本的な原因を見つけるためには
なぜ?何度も繰り返すことが
大切だというメッセージなのです
問題解決の『型』と呼ばれる
QCストーリーを理解することで
その重要性も納得いただけます

これが1つ目のアクションです
アクション2:三現主義の徹底
皆さまは三現主義はご存じですか?
『三現主義』は心構えでことであり
あの世界のホンダが大切にしてきた
品質管理上の信念にあたるものです

三現主義の3つキーワード
『現地』『現物』『現実』の
3つの現を指します
しかしこの3つのゲンだけでは
問題が解決しないことがあります
それは。。。
問題に対処するために必要な
『原理』『原則』が足りない時です
そのため現代では2つの原を加えて
5ゲン主義と呼ばれることも
一般的になってきました

5ゲン主義では
現場で現物を見た現実から
正確な情報を得て仮説を組み立て
その検証プロセスにおいて
原理・原則に照らし合わせます
つまり5ゲン主義を徹底することで
徹底することでより問題の本質に
向き合えるようになってきます
ぜひ取り組んでいただきたいですね
これが基礎的に徹底しておきたい
アクションの2つ目
アクション3:3S活動の推進
最後のアクションは最重要
3S活動の推進です
これは、ものづくり職場でなくても
仕事の進めるための基本姿勢として
とても大切であることは
疑いようがありませんよね
『整理』『整頓』『清掃』を
進めることによって
不用品がいっさい発生しない
何があっても乱れない
決して汚れが生まれない
そんな究極の職場を目指します
え?そんなつもりはないですか?
以下のページを少し覗いて
認識があっているかどうか
確認してみてください

4M変更とは?品質管理面で高まる4M(5M+1E)分析の重要性のまとめ
さて、今回は変更管理と変化点管理
また4M(5M+1E)についてのお話でした
職場はつねにに動いています
そしてちょっとした変化が
ちょっとした変化と重なって
ものづくり製品の品質がばらつく
それはある意味仕方がないことです
ですがその変化はどのようなもので
それがどこにどんな変化をもたらし
最終的な製品の品質や特性に
どのような影響を与えるのか?
それを見つけてすぐ対処できる
その実力さえついてしまえば
安定したものづくりが
可能になりますよね!
ぜひそんな強い会社づくりを
同僚と一緒につくりあげてください
それでは今日はここまでです
今後とも宜しくお付き合い下さい☆
長文乱文を最後まで読んでくださり
いつもありがとうございます♪
すべては御社の発展のために
すべてはあなたの笑顔のために