


改善事例シリーズの2回目として
食品会社のIE手法の導入事例を紹介します
前回は金属切削加工の改善事例でしたよね
[getpost id=”2068″]
3回にわたる細かい事例紹介でしたが
今回はシンプルに1回でお伝えします
しばらくお付き合いください
食品製造業での業務改善の特徴
製造業とはいっても色々な製品があります
金属加工、電子部品、プラント等の製缶や
アパレル製品や生活用品などさまざま
しかし大きな意味ではこの食品製造は
他の業種と大きな違いがあります
それは。。。
賞味期限という制約があることです
これはもちろん衛生上の問題と同時に
美味しさ(新鮮さ)という意味では
根本的な品質に関わる重要な問題です
そのため業務改善を実施する際には
品質に対する影響を他の業種よりも
シビアにみる傾向があり当社も同じです
食品製造業Bの問題点
B社はのスペックは下記のとおり
業種:食品製造販売業
(主に大豆商品の加工等)
従業員数:18名(内、パート15名)
売上高:55千万円
主な商品:豆腐、あげ、その他惣菜
創業100年を超える老舗企業ながら
豆腐の品評会で優勝するなど実力派
地域産の大豆100%使用した
こだわりの強い豆腐屋さんです
通常100円だが当社製は200円超え
高級スーパーや百貨店が主な販路
しかしここ4期ほど赤字が続いたため
労働集約型である当社はまず業務改善を
進めることとしました
改善対象を絞り込むため作業日報を作成
これまで誰が何の作業をしているのか
計測した経験がなかったため
従業員に協力依頼のうえ業務日報を記録し
1ヶ月間、誰が何をやっているのか
まずか確認することにしました
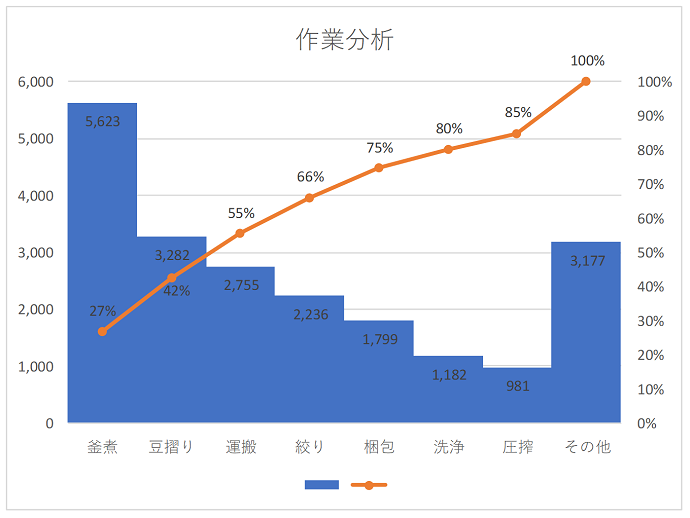
その結果、改善対象の工程を選定
ところが役員が想像していなかった
驚くべき結果が現れました
なんと第3位に運搬業務が入っていたのです!
当時、商品倉庫と冷蔵庫が工場から
少し距離がありましたが
第3位に入るほど時間を浪費しているとは
感じていなかったようです
そのため工程分析手法の1つ
フローダイアグラムを作成して
レイアウト改善を図ることにしました
フローダイアグラムの作成方法は以下参照
[getpost id=”823″]
まずは類似工程分析を実施し
そこからフロムトゥチャートを作成
最後のフローダイアグラムを作図します
そのことで設備間での移動の多さが
見える化され、その情報を元に
レイアウト改善案を検討する手法です
レイアウト変更には連休を挟んで
実質稼働停止が6日間、そして設置費用の
8百万円を金融機関に説明して借入れ
(経営改善計画の策定を含む)しましたが
結果的に業務時間は約27%短縮したため
その後の2年間は黒字決算
さらに運搬時間短縮により
温度変化が少なくなって品質が安定し
評判も徐々に上がってきていると同時に
返済も順調に推移しているとのこと
その後、改善の組織化を狙った役員の意思決定!
さらに当社役員は自身の勘を信じなくなり
主にIE手法を使って見える化することで
現実的に改善が進む体制が整いました
そこで、当社では空いた時間を半分使って
定期的に改善が進むようQC活動を開始し
業務改善を組織化することに成功
従業員の主な業務志向は
自らの工程の改善という認識に変化
つまり豆腐づくりという単純作業から
工程の改善という仕事に変化して
彼らをそれを楽しんでいるようでした
これが本質的な働き方改革ですよね!
結果的に半年サイクルで2%程度の改善を
2年継続中であるといいます
すごいですよね!
食品製造業Bの改善事例 業務改善で働き方改革編まとめ
さて、少し短くまとめましたが
IE手法のポテンシャルは十分感じて
いただけていると思います
あとはあなたが自身の職場を変えるだけ
このIE手法を少し試してみながら
一緒に取り組む仲間を増やしていくだけ
ぜひ目の前の小さな一歩を
大切にしてくださいまで
それでは今回はここまでです
今後とも宜しくお付き合いください☆
長文・乱文を最後まで読んでくださり
いつもありがとうございます♪
すべては御社の発展のために
すべてはあなたの笑顔のために








