

前回はIE手法による
7つのムダ改善事例として
「つくりすぎのムダ」
の改善事例について説明をいたしました
IE手法とトヨタ生産方式の関係については
こちらの記事を参照ください
[getpost id=”845″]
トヨタ生産方式では「7つのムダ」のうち
「つくりすぎのムダ」が最も悪く
他のムダを生み出したり隠したりする
とされていました
今回はその「つくりすぎのムダ」が
生み出したり隠したりするムダの一つの
「手待ちのムダ」
の改善事例について説明します
トヨタ生産方式「7つのムダ」の「手待ちのムダ」とは?
以前「手待ちのムダ」とは
次のように説明しました
前工程が余分につくりすぎると
その後工程からすると
お客さんの欲しい分を
早くつくりたいわけですが
前工程と同期していないと
その間は待つことになりますというのが「手待ちのムダ」です
この事例では「段取り削減」という
前工程にとっては改善のつもりが
(でも実際にはつくりすぎのムダ)
後工程にとっては
その間手待ちになってしまう
という点が問題なのです
では「手待ちのムダ」の改善方法について
事例とともに考えてみましょう!
「手待ちのムダ」改善事例①:前後工程の同期化改善
以前ラインバランスをとることにより
生産性を改善する手法について
説明しました
[getpost id=”622″]
この手法では
工程毎の作業時間をならすことにより
各工程の手待ちを減らし
ライン全体の生産性を向上させました
この方法はライン生産に限った話ではなく
複数の作業者・工程で生産する場合は
全ておなじことが言えます
前後の工程で同期がとれるかどうか
の視点で考えてみてください
「手待ちのムダ」改善事例②:小ロット化と段取り改善
次の事例は
「小ロット化」と「段取り改善」
という、相反する改善の事例です
なぜ相反すると感じるのかというと
小ロット化すると段取りの回数が増えて
それにより段取り時間が増え
段取りによるロス時間が
目立ってしまうからです
しかし大ロット化すると
今度は一番問題があるとされる
つくりすぎのムダが発生してしまいます
では、どうするかというと
「小ロット化」により段取り回数を
平準化します
具体的には段取り回数を平準化することで
どういう良いことがあるかというと
日々の出来高(生産性)が安定化します
出来高が(生産性)が安定すると
どういう良いことがあるかというと
計画が立てやすくなります
計画と実績の差異が小さくなるので
結果として手待ちのムダも減ります
小ロット化により段取りロスは増えても
それ以上に全体としてのメリットの方が
大きければやる価値は大きいですよね!
ぜひ試してみてください
「手待ちのムダ」改善事例③:情報の流れと業務改善
3つ目の事例は、事務作業の改善事例です♪
実は事務作業こそ「手待ちのムダ」の山です
なので改善の観点から言えば
「宝の山」ということになります♪
事務作業にも自部門(自工程)以外に
前工程もあれば後工程もあると思います
前工程に依頼をして、資料を待つ間
後工程に資料を提出して、結果を待つ間
そういう間は手待ちが発生します
製造現場の手待ちのムダは
工程間の作業時間のバランスをとって
平準化することにより
手待ちのムダを削減していきます
では、事務作業ではどうでしょう?
同じように作業時間を平準化する
もちろんそんな方法もありますが
部門をまたがると業務の内容が異なり
なかなか難しくなるのが現実です
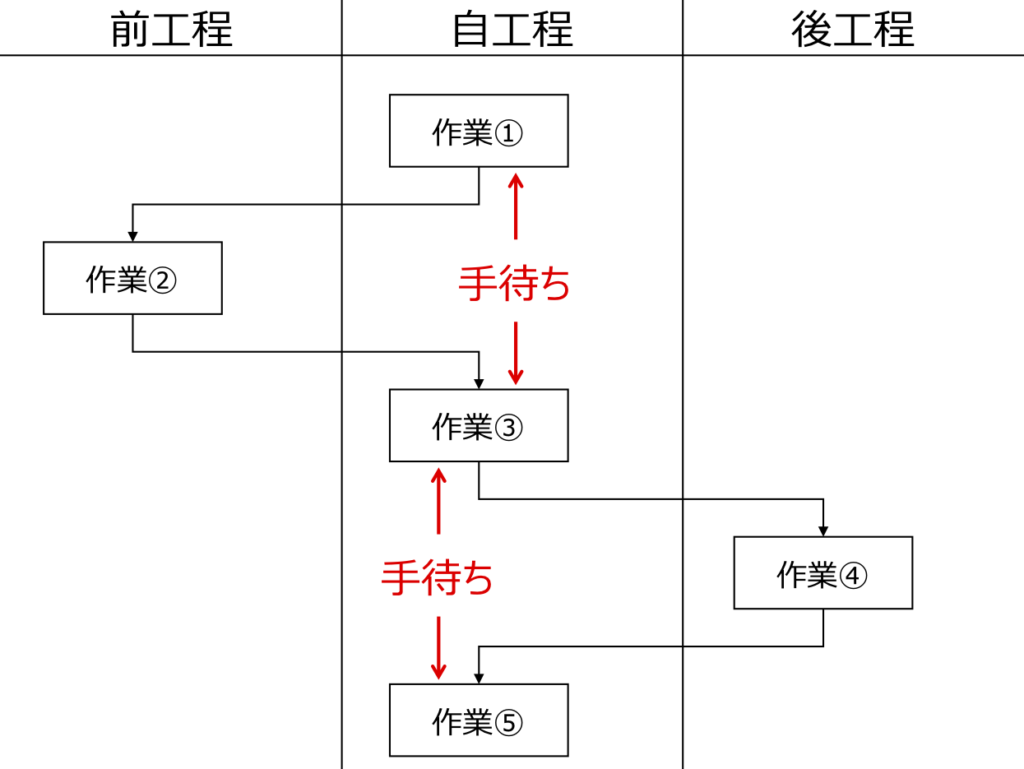
そういう場合は、自部門(自工程)だけでなく
前後の部門(前後工程)の作業内容を
確認してみましょう!
前工程(後工程)はどんな作業に
時間がかかっているのか?
自工程からの情報提供は
どんな情報がいつまでに必要なのか?
情報の流れを整理して
前後部門(工程)含めて改善することで
回り回って自工程が改善されるよう
しっかり一緒に検討することが大切です!
さて、今回は「7つのムダ」のうち
「手待ちのムダ」に対する改善事例
について説明しました
それでは今日はここまで
今後とも宜しくお付き合いくださいませ☆
長文・乱文を最後まで読んでくださり
いつもありがとうございます♪
すべては御社の発展のために
すべてはあなたの笑顔のために








