


前回記事でご紹介したM-Mチャートですが
単純に連合作業分析表とも呼ばれます
【前回記事】>連合作業分析とは?概論編 M-Mチャートの種類を把握して自職場分析
[getpost id=”2453″]
ではこのM-Mチャート(連合作業分析表)
どのような手順で
作成していくものなのでしょうか?
今回はそんなお話を進めていきます
しばらくお付き合いくださいませ
M-Mチャート(連合作業分析表)の作成手順
まずは作成手順について確認をします
手順としては以下の5ステップです
(2)現状の定量化
(3)オペレーションリストの作成
(4)目標サイクルタイム(TCT)の算定
(5)M-Mチャートの作図
まずはどの手法もそうですが
どの作業を対象にこの分析を進めるのか?
ブレないよう最初に決めておきたいのです
そして現状の定量化(タイムスタディ等)
を進めておいてオペレーションリストを
前段階として作成します
どんなものかは後ほど説明します
そしてTCTを把握しておくことで
作業全体に余裕がある状態かどうかが
後で評価ができるようになります
そして調査して情報を持ち寄って
M-Mチャートを完成させる流れです
それではもう少し細かく説明しましょう
分析対象の選定
普通は繰り返し的な生産の場合が多いので
ライン作業分析の時ように
対象製品の品種や生産量を把握しておきます
具体的にはP-Q分析、P-MH分析です
一方でこの連合作業分析の場合
段取り作業のような繰り返さない作業も
対象となる場合があるのが
ライン作業分析とは少し違うところです
現状の定量化
まず繰り返し作業を分析する場合は
作業時間や稼働時間、良品率など
目標サイクルタイム(TCT)が
計算できる情報を押さえておきます
繰り返しのない作業は
それぞれの作業時間を明らかにします
これら作業時間を定量化する時に
以下の項目に注意して下さい
②作業の作業過程のすべてを計測する
③連合部分のタイミングを明らかにする
④「手待ち」や「停止」は計測しない
⑤連合部分の作業時間は作業主体間で統一する
⑥作業の分担をしっかり区分する
特に抑えておきたいポイントは④です
それぞれの作業主体を計測していれば
必ず作業者の「手待ち」や
設備の「停止」が発生します
しかしそれは計測しないで下さいと
言うことです
なぜかというと
実際の作業そのものにスポットをあてて
ロスがあるかどうかはチャートを描いた
その後で客観的に評価したいからです
あと⑤は言葉ではわかり難いのですが
連合作業が作業者3秒、設備4秒など
違わないように統一ルールを守ってねと
いうシンプルな意味合いです
オペレーションリストの作成
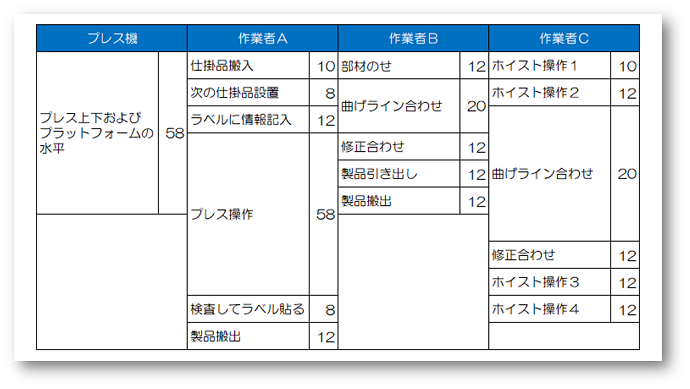
そして調査した計測情報を作業主体ごと
つまり設備(プレス機)とか
作業者Aとか、作業者Bごとに
どんな作業をしているのか?
そしてそれぞれの作業時間は?
一連の状態がわかるよう、上記のように
オペレーションリストとして整理します
ここではまだ
作業者の手待ちや設備の不稼働は
評価していません
まずは作業プロセスを整理することが
目的なわけです
目標サイクルタイム(TCT)の算定
そして繰り返し作業の場合は
目標サイクルタイム(TCT)を明らかに
しておきましょう
他の記事と重複しますが
計算式は以下のとおり
詳細は省きますね
M-Mチャートの作図
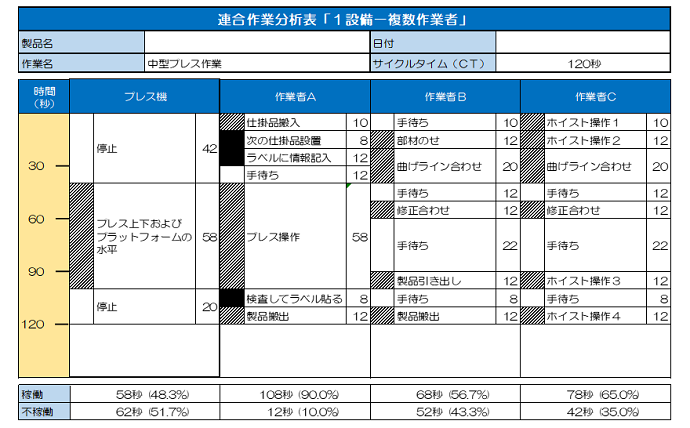
目標サイクルタイムも決まって
オペレーションリストも書けましたので
M-Mチャートを作成していきましょう
作成する時のルールは以下の4点です
②連合作業のタイミングを合わせる
③作業の1サイクルを明らかにする
④各作業主体の稼働率を計算する
③の意味はM-Mチャートの上と下
つまり分析対象の範囲を決めるということ
その範囲を決めて整理してみることで
ここではじめて「手待ち」や「停止」を
確認することとなります
この結果的に現れる「手待ち」「停止」が
実は大変重要になるわけです
なぜなら連合作業のタイミングを合わせる
ことではじめて現れる「手待ち」「停止」
が存在するからです
計測する段階ではおそらく
プレス機の最初の停止時間は
作業者Bの最初の手待ち時間は
正確には計れないですよね
そういう意味ではプレス機と作業者Aが
プレスを始めた時の作業者BとCの
手待ち時間12秒も作図してみなければ
はっきりと顕在化することが出きません
『あ、ここにもムダが!』
そういった発見を関係者全員で共有する
そういった積み重ねができることが
IE手法を活用する意義のひとつと言えます
連合作業分析表のつくり方 M-Mチャートの書き方を理解するまとめ
連合作業分析表のつくり方、つまり
M-Mチャートの書き方は
ご理解いただきましたでしょうか?
このIE手法の使い方入門として
説明記事を書いてはおりますが
結局の所、活用をしなければ
これを読んでいる皆さま方の時間のムダ
ぜひこれらを参考に手を動かしていただき
新たな発見から改善へ結び付けて下さい
それで次回、この作図したM-Mチャートを
どのように改善へと進めていくのか?
そのやり方を実例を踏まえながら
お話を進めてまいります
それでは今回はここまでとなります
今後とも宜しくお付き合いください☆
長文・乱文を最後まで読んでくださり
いつもありがとうございます♪
すべては御社の発展のために
すべてはあなたの笑顔のために







