

抜取検査をどうのような体制で行うか
これは品質管理を進めるうえで
とても重要な問題です
なぜならこの体制によって
お客さまへ届ける価値レベルが
決まってしまうからです
そのため今回は品質管理上大切な
抜取検査の数量
また検査水準の関係について
さらにはサンプル数の決め方や
守るべきポイントについて
お話を進めていきます
抜取検査という工程をつくる
「ものづくり」を進めて行くうえで
工程で品質をつくりこむことで
不良を流出させないことは重要です
そのためには
ものづくりの流れで見たときに
どの箇所でどのような加工を行って
どのような検査を行うか?
設計者が狙った品質レベルに対して
生産する側がどのように
その品質レベルを確保していくか?
これらについて慎重に
検討していくことが大切です
つまり「工程づくり」のプロセスです
この時に前回お話した
検査体制の作り方が参考になります

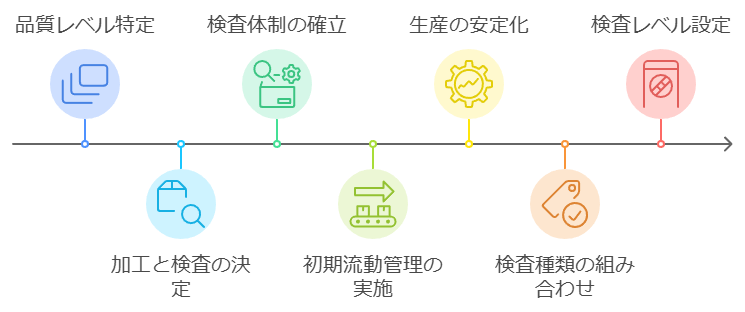
通常、検査体制は
品質の責任者が製品の作られる状態を
見極めた上で設定することになります
製品のつくり初めは
加工状態が安定しないため
安定するような情報を発信できる
検査体制を整備する必要があります
これを初期流動管理といいます
不安定要因を取り除いて
生産をしばらく続けていますと
慣れもはたらいて少しずつ安定します
この状態になったときに
抜取検査の種類を組み合わせて
検査体制を整えていきます
品質責任者は
全体の不良や不具合の混入具合が
狙った範囲以内で許されるように
確率を用いて抜取検査の数量や
検査水準について設定していきます
それでは、早速その関係について
お話していきましょう
抜取検査の数量と検査水準の関係について
今回は分かりやすいよう
出荷検査に着目して話しを進めます
出荷検査では生産形態にもよりますが
継続して検査にロットが提供される
そんな工程が多くみられます
そんな時に品質指標として
AQL(Acceptance Quality Limit)
という『ものさし』を活用します
AQLは『合格品質限界』と直訳され
市場に品質面での約束を守るため
「抜取検査でロット合格判定をしても
どうしても不良が含まれる確率」を
示す品質レベルの『ものさし』です
電子部品である場合は
AQL=0.1%などとして
品質をお約束するために使います
これは不良混入率を0.1%に抑えたい
合格水準だと言う意味です
市場へのQCDのバランスを考慮して
このAQLは設定するものです
このAQLレベルを決めてはじめて
抜取検査の方法が検討可能となります
つまり品質保証レベルに合わせて
検査すべき数量が定義されるのです
ま、当たり前と言えば当たり前ですね
そして検査すべき数量を決めるには
もうひとつ重要な項目があります
それが『検査水準』です
抜取検査での検査水準は
以下のとおりJISで定義されています
・特別検査水準:S-1、S-2、S-3、S-4
3種類の通常検査水準と4種類の
特別検査水準で構成されていますが
発注側からの特別な指定がない限り
通常は『検査水準Ⅱ』を使用します
この合格品質限界:AQLレベルと
検査水準との2つの条件が決まれば
抜取検査の数量が明らかになります
つまり
抜取検査の数量と検査水準の関係は
『検査水準を決めることによって
抜取検査の数量が決まる』
そういう必要条件のひとつだと
言うことなんです
では、その抜取検査の数量の
決め方についてお話してまいります
抜取検査の数量の決め方
抜取検査の数量は以下のステップで
決めていきます
【抜取検査の数量の決め方3ステップ】
STEP1:諸条件を確認する
STEP2:サンプル文字を決める
STEP3:抜取検査の数量を決める
ではこのステップについて
もう少し詳しく説明していきましょう
STEP1:諸条件を確認する
多くの継続的な抜取検査では
調整型抜取検査が活用されます
その場合の確認項目は
①抜取方式
②検査のキツさ
③生産ロットの大きさ
④AQL=合格品質限界
⑤検査水準
例えばここでは
検査方式を1回抜き取り方式
検査のキツさは『なみ』
としておきます
この時、
製品の生産ロットは3000個で
不具合品の含まれる確率:AQLを
今回は1.0%にしたいと設定します
また、受注時の仕様書には特に
検査水準の指定がなかったため
検査水準は通常検査水準Ⅱとします
それら必要な条件を確認します
STEP2:サンプル文字を決める
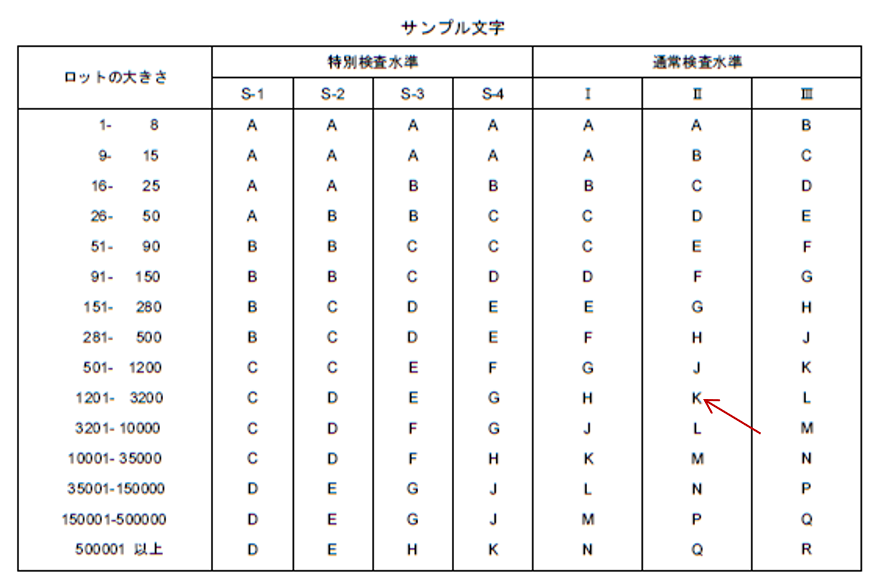
STEP1で確認した条件で上記の表を
活用してサンプル文字を決めます
サンプル文字とは抜取検査体制を
検討する時に便宜上活用される
サンプルの大きさを表す文字のこと
サンプル(サイズ)文字は
ロットサイズと検査水準で決まります
今回は通常検査水準ⅡとN=3000との
条件からサンプル(ザイズ)文字が
「K」と決まります
STEP3:抜取検査の数量を決める
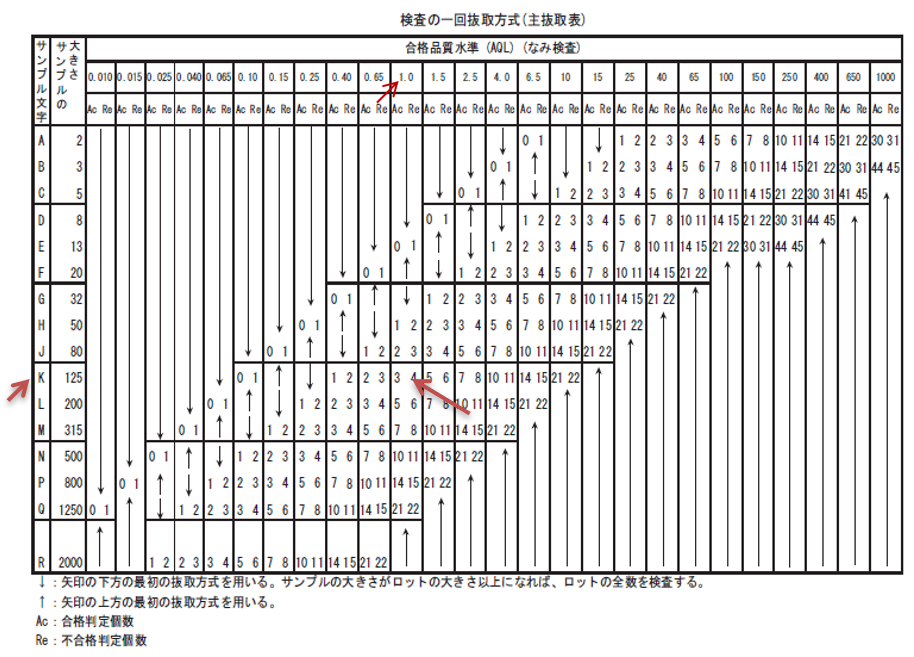
次に上図(主抜取表)を活用して
抜取検査の数量など検査の諸条件を
決めていきます
そして上図(主抜取表)では
サンプルサイズ=n
合格判定個数=Ac
不合格判定個数=Re
を求めることができます
具体的には
なみ検査の一回抜取り方式であるため
その主抜取表を参照し、
サンプル文字:K
AQL=1.0%の2つで見ていき
サンプルサイズ:nは125
合格判定個数:Ac=3
不合格判定個数:Re=4と
求めることができます
つまりN=3000個のロットより
サンプル125個を抜き取ること
そして検査の結果が
不良が3個までは「ロット合格」
不良が4個となれば「ロット不合格」
の判定となります
これは簡単ですよね
抜取検査の数量を決める時のポイント
抜取検査数量を決める時は
主抜取表の見方はもちろん
調整型抜取検査であるため
品質実績により使用する主抜取表が
変わってくることに注意が必要です
そのため以下の2つのポイントを
押さえていただければと思います
ポイント1:抜き取り表(主抜取表)の見方
抜き取り表の見方は、先ほどのような
N=3000個のロットの見方をする以外に
次のようなケースがあります。
抜き取り表の該当が矢印(↓)の場合
その矢印に従って移動します
そのとき、サンプルサイズも移動し
Ac,Reの与えられた行の
サンプルサイズを用います
当初のサンプル文字に対応する
サンプルサイズより大きくなることも
あるし、小さくなることもあります
例えば、ある製品に対して
通常検査水準Ⅱ、AQL=1.0%
とする時、N=150のロットの場合
通常検査水準ⅡとN=200との条件から
サンプルサイズ文字「G」を求めます
こお場合サンプル文字Gと
AQL=1.0%が交差する欄に「↓」
が示されています
その矢印に従い、
サンプルサイズ:n=50
合格判定個数:Ac=1
不合格判定個数:Re=2と
求められることになります
結果的にサンプルサイズが
より大きくなりました
ポイント2:適用基準により主抜取表が変わること
品質実績により適用する基準が
「なみ検査」から「きつい検査」に
変わった時には抜き取り表(主抜取表)
も変わります
「なみ検査」を実施しているときに
連続5ロット以内に2ロットが
不合格になった場合
調整型抜取検査では「なみ検査」から
「きつい検査」に切り替えます
その場合は抜き取り表(主抜取表)も
「きつい検査」用を使用します。
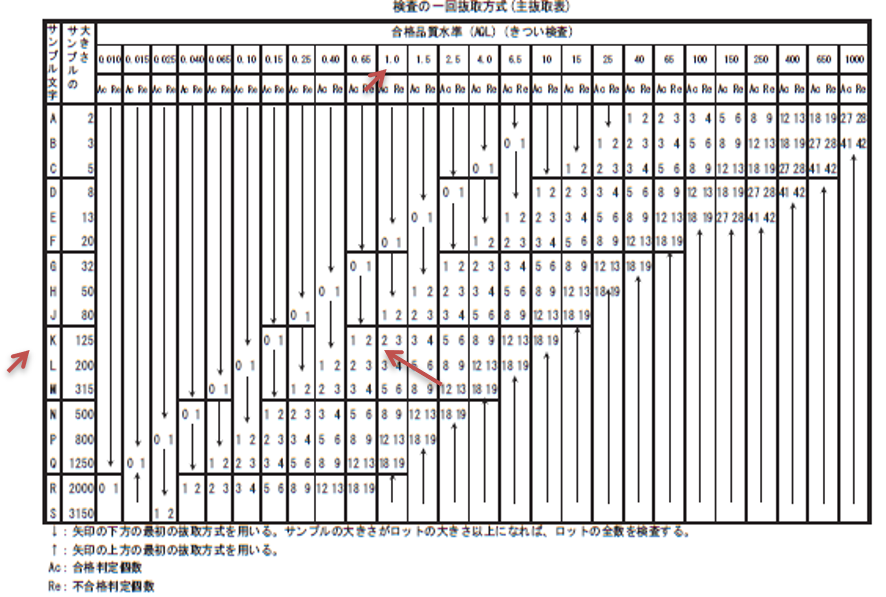
例えば、ある製品に対して
通常検査水準Ⅱ、AQL=1.0%とするとき
N=2000のロットのきつい検査を適用
通常検査水準ⅡとN=2000との条件から
サンプル文字「K」を求めます
そしてきつい検査用の抜き取り表から
サンプル文字=K、AQL=1.0の時
サンプルサイズ:n=125
合格判定個数:Ac=2
不合格判定個数:Re=3と
求められます
抜取検査の数量と検査水準の関係と数量を決める時のポイントについてまとめ
さて、いかがだったでしょうか?
少々複雑に感じたかもしれませんが
要するに諸条件を決めたうえで
JISで規定されている表を活用すれば
統計的に管理された品質保証体制を
組み上げることができるわけです
もし、説明がよくわからなかった
あるいはさらに理解を深めたい方は
この記事への質問と回答をまとめた
Q&Aもご参考ください

またこの分野の学習を少し深めたい
そう考えたあなたが困らないように
オススメの書籍のリンクを
参考図書:リンク https://seizo-bu.com/t8m00324
※クリックすると楽天市場に飛びます
この書籍はサンプリングに関する
基本的な考え方はもちろん
不良を流さないための
最適な検査のあり方の理解を
進めるには最適な教材です
ぜひご参考いただき
本内容の理解を深めて品質レベルを
1ランク上げてください
これらをうまく使いこなしたうえで
しっかりとお客さまに安定した価値を
届けていきたいものですね
それでは今日はここまでです
今後ともよろしくお付き合いくださいませ☆
長文・乱文を最後まで読んでくださり
いつもありがとうございます♪
すべては御社の発展のために
すべてはあなたの笑顔のために









