品質管理で活用される統計ツール
その代表的なヒストグラムについて
QC7つ道具の使い方シリーズの②③で
説明をしました。
前回まではその作り方と分布形状の
見方をお話してきましたが
このヒストグラムはまだ
使える分析機能があるんです!
その分析機能ってのは何か
どんな見方があるのか
そしてどんなことがわかるのか
今回はそんな解説を進めて参ります
しばらくお付き合いください
ヒストグラムでは平均値とバラツキの大きさに着目せよ
ヒストグラムでの分布形状だけでも
ある程度のことがわかりましたよね
今度はこのヒストグラムの
平均値とバラツキの大きさの2つを
製品に与えられている規格との比較で
いろいろな改善方向が解釈できます
例えば、平均値ってのは
ヒストグラムで言うとちょうど
真ん中の柱あたりのイメージです
つまりヒストグラムの全体が
右寄りなのか、左寄りなのか
はたまた真ん中なのか、で
規格外が発生するリスクが
どの程度があるかわかります
また一方でバラツキの大きさって
ヒストグラムの全体の幅が
広いか、狭いかってことです
規格の範囲に比べて
広いか狭いかでリスクの大きさも
大きく変ります
おわかりいただきますでしょうか?
では理解を深めるために
イメージ図をパターン別にして
説明してみることにします
ヒストグラムの平均値とバラツキの大きさでわかること
ヒストグラムの平均値とバラツキの
規格との関係でわかることを
規格内の場合の4パターンと
規格外の場合の4パターンで
お話していきましょう
| 【ヒストグラムの規格との関係でわかることの8パターン】 規格内の場合1:理想的な状態 規格内の場合2:片側に余裕がない状態 規格内の場合3:両側に余裕のない状態 規格内の場合4:余裕がありすぎる状態 規格外の場合1:片側での規格外発生の状態 規格外の場合2:バラツキ大で規格外発生の状態 規格外の場合3:下限に規格外発生の状態 規格外の場合4:上限に規格外発生の状態 |
少し8パターンと多いですが
それぞれのパターンには
どのような特徴があって
どのようなことが分かるのか
一つひとつ見ていきましょう
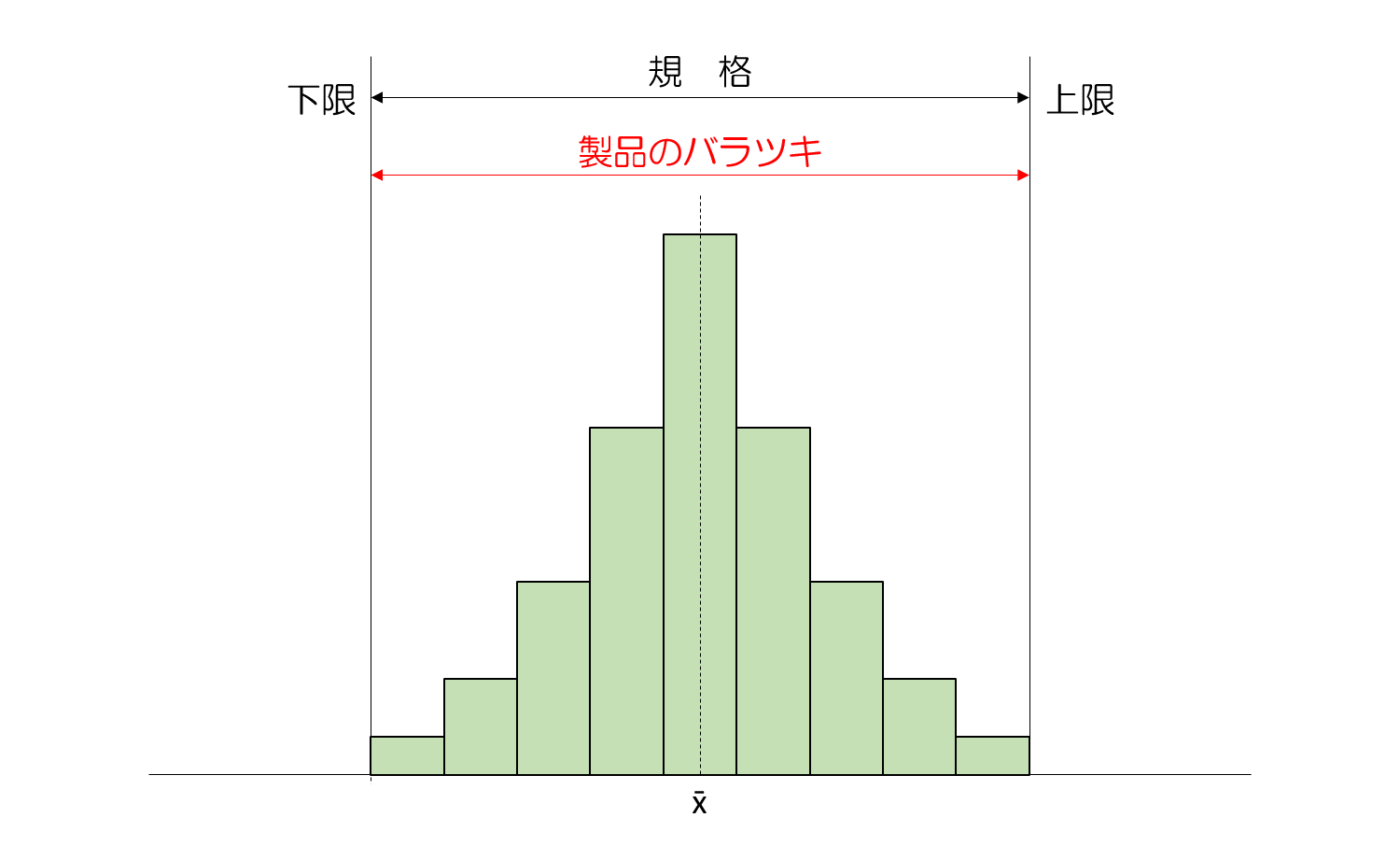
規格内の場合1:理想的な状態
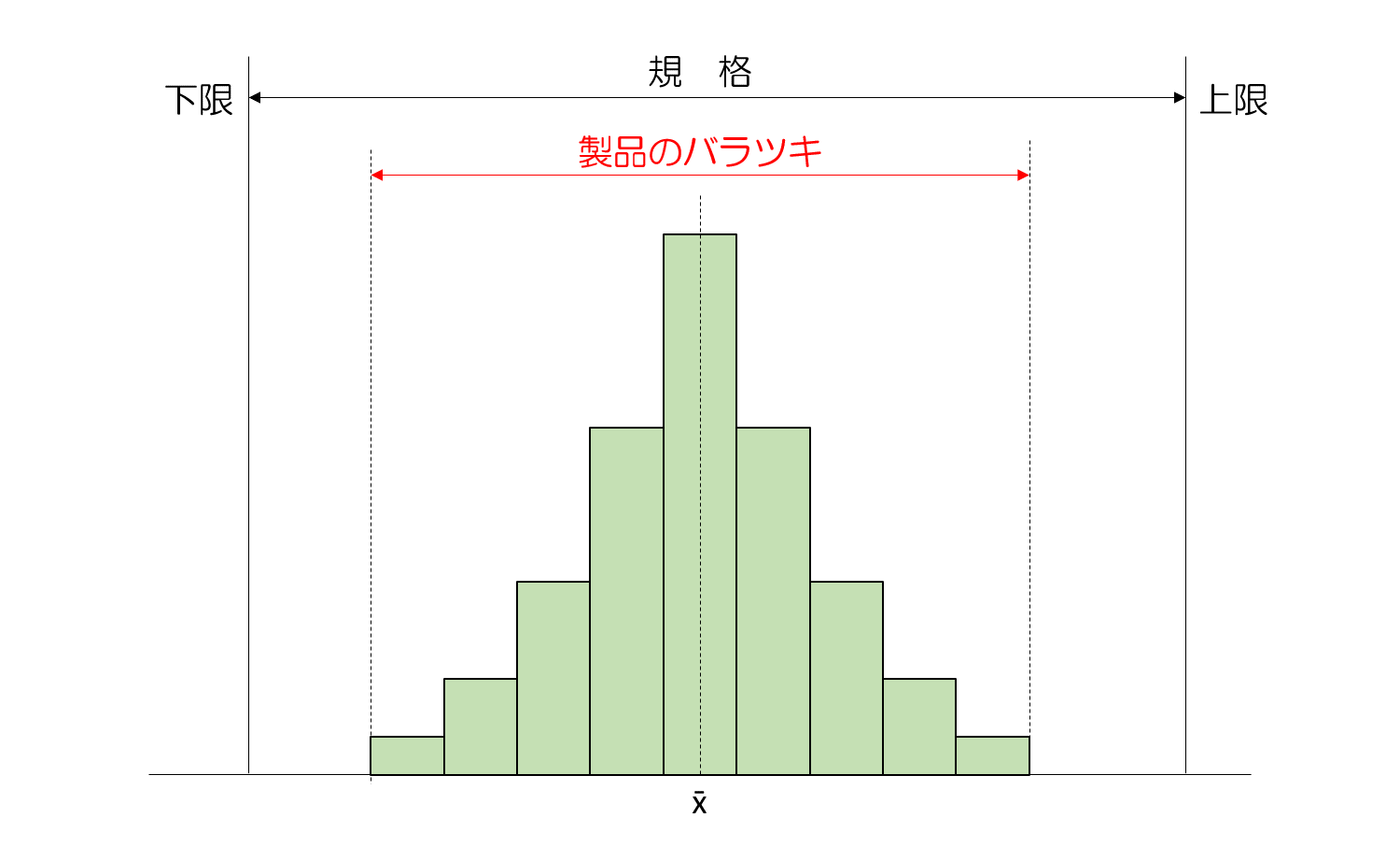
理想的な状態の特徴
規格内に全データが入っていて
平均値も規格の中心と一致してます
また、標準偏差のおおよそ4倍程度に
規格があるため理想的な状態です
理想的な状態からわかること
これは工程が安定している状態です
すべての異常が感じられない
この状態を目指すことが目標です
この理想的な状態に比べて
どんな状態があるでしょうか
規格内の場合2:片側に余裕がない状態
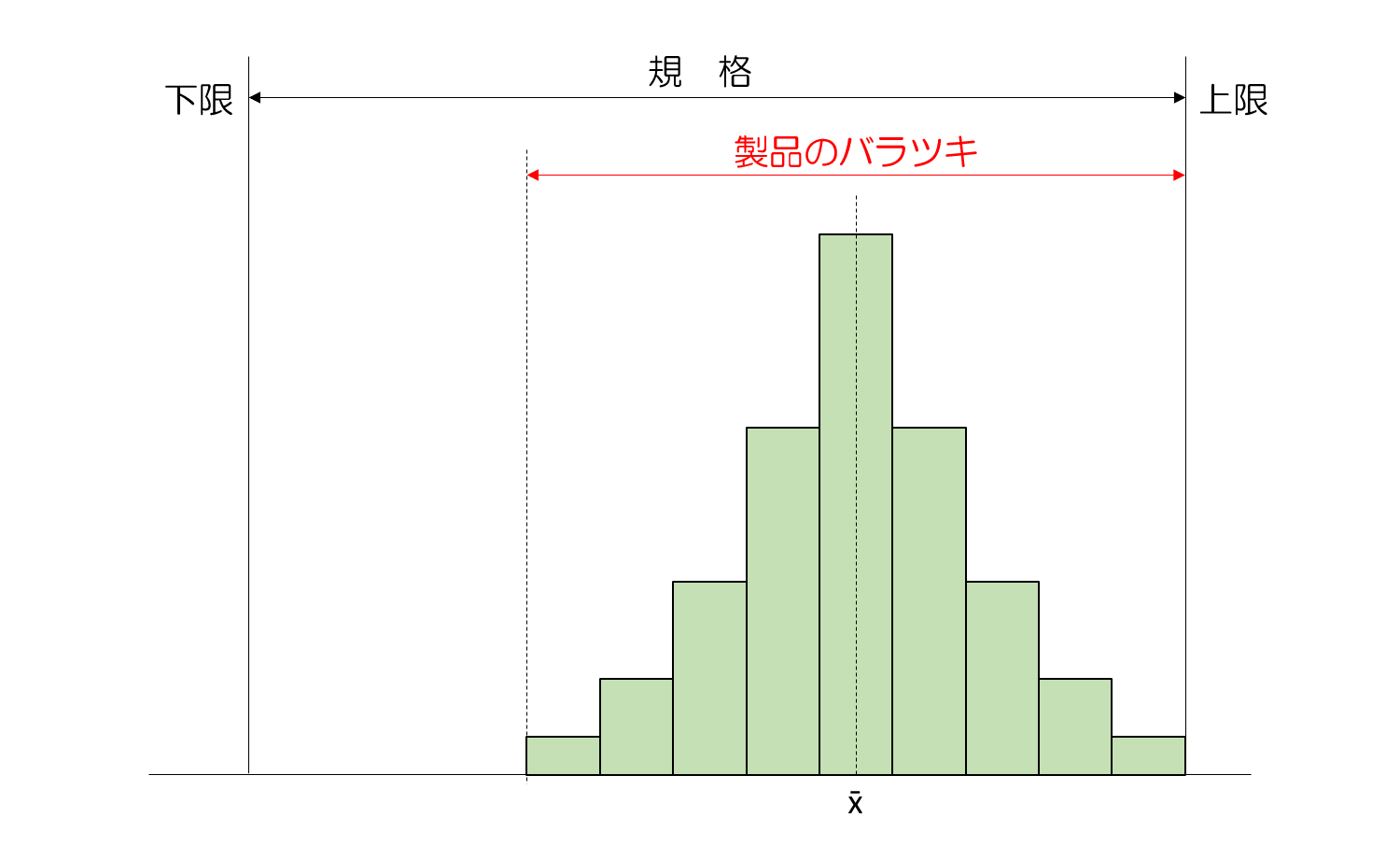
片側に余裕がない状態の特徴
すべてのデータが規格内でありますが
平均値が規格の上限側に偏っていて
わずかな工程の変化が原因で
いつ規格外が発生しても
おかしくない状態です
片側に余裕がない状態からわかること
平均値を規格の中央寄りに
調整していく改善が必要とされます
規格内の場合3:両側に余裕のない状態
両側に余裕のない状態の特徴
規格と製品のバラツキが
ぴったり合致していて
これもいつ規格外が発生しても
おかしくない状態となっています
両側に余裕のない状態からわかること
わずかな工程変化で
規格外が発生するリスクが高いため
製品のバラツキを小さくする改善を
施す必要があることがわかります
規格内の場合4:余裕がありすぎる状態
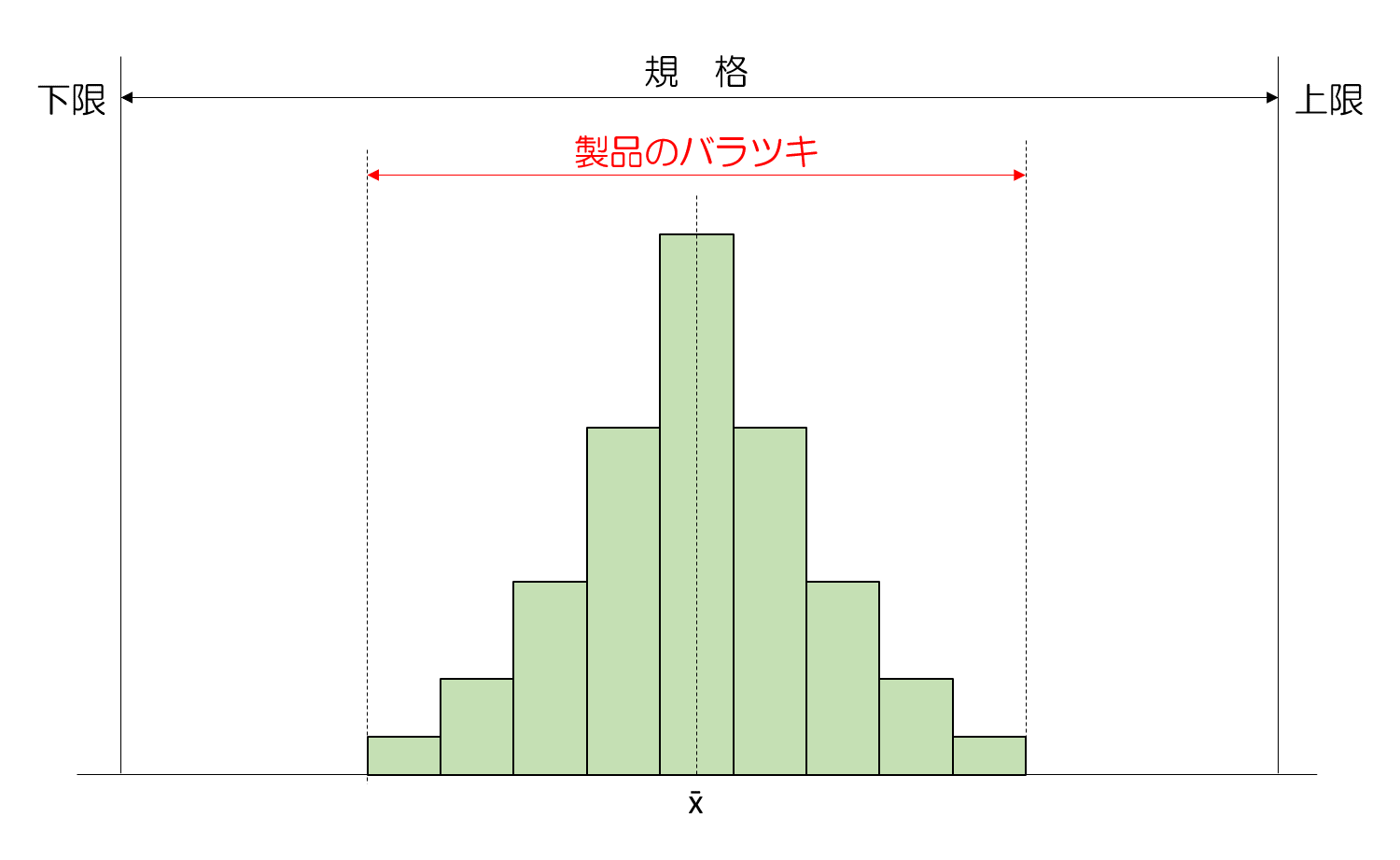
余裕がありすぎる状態型の特徴
製品のバラツキに対して
規格が広すぎる状態です
余裕がありすぎる状態からわかること
余裕があるため規格狭くする
一方で過剰品質によるコストアップが
心配されます
工程の一部を省略して
コストダウンを検討するなど
製品のバラツキを広げる方向で
検討を進めことが求められます
規格外の場合1:片側での規格外発生の状態
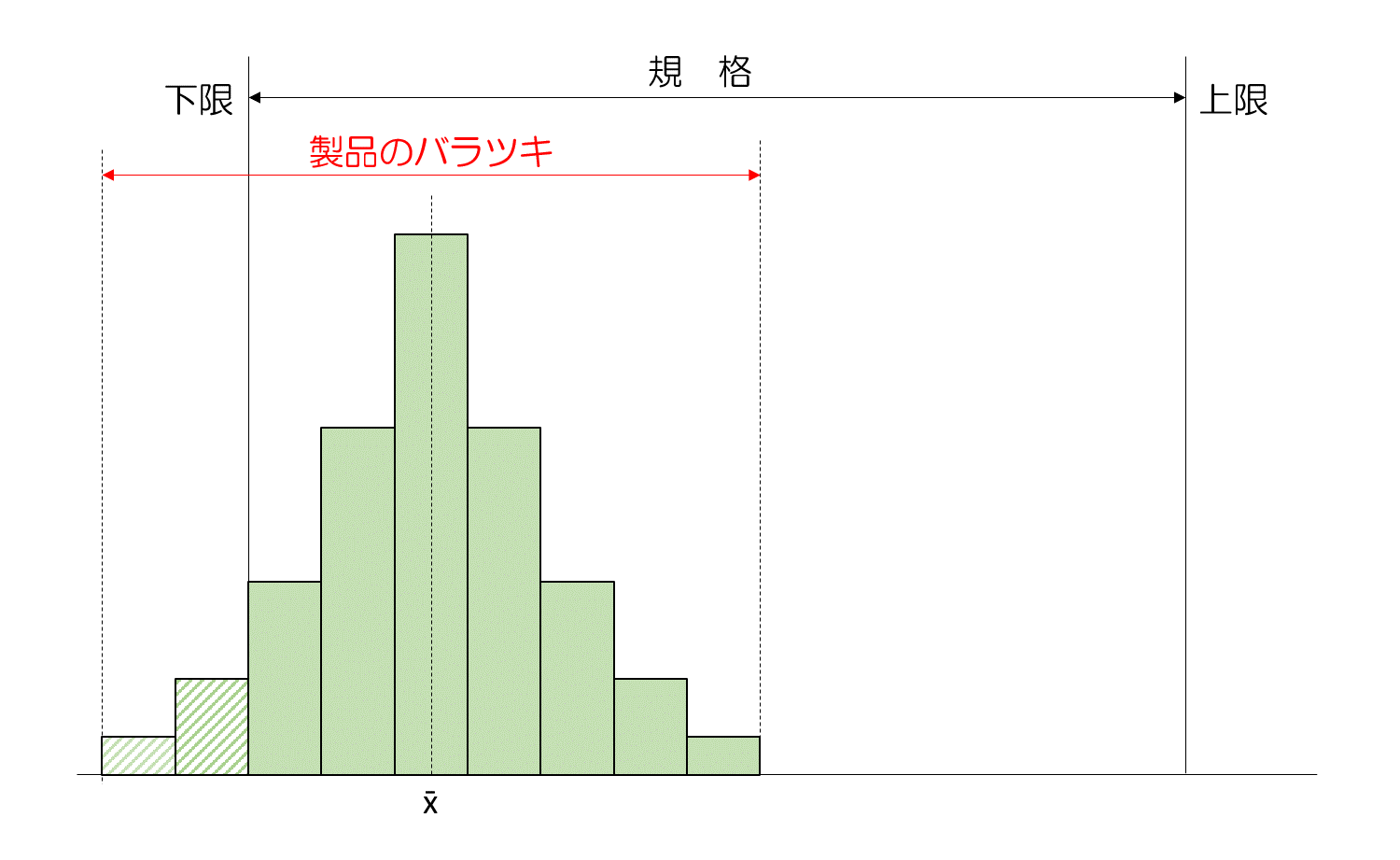
片側での規格外発生の状態の特徴
平均値が下限方向へと
ズレ込みすぎています
片側での規格外発生の状態からわかること
平均値を規格のセンター寄りに
移動させるための施策を施すと同時に
バラツキを小さくする改善を
行う必要があります
規格外の場合2:バラツキ大で規格外発生の状態
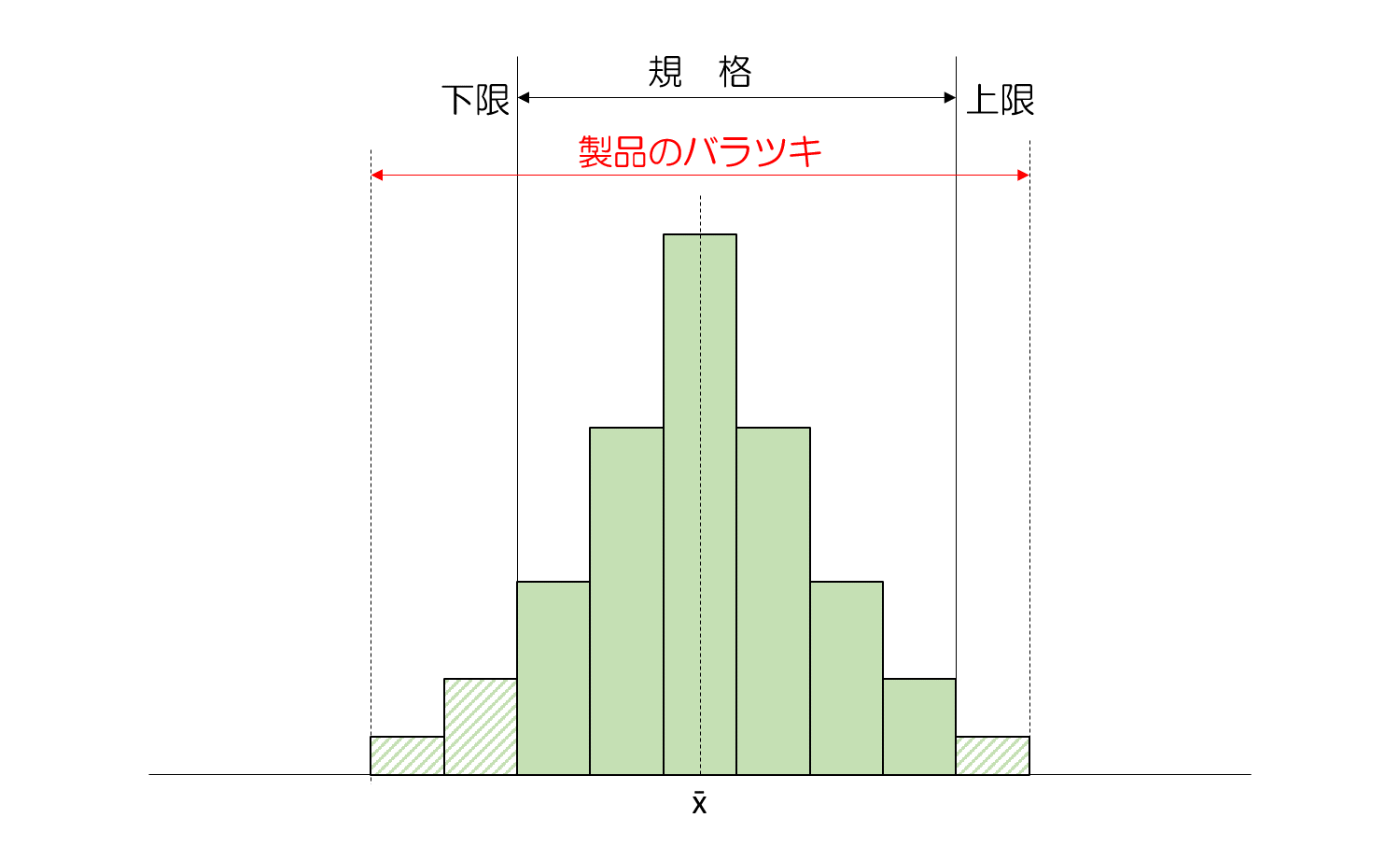
バラツキ大で規格外発生の状態の特徴
規格に対して
製品のバラツキが大きすぎて
両端から規格外が
発生している状態です
バラツキ大で規格外発生の状態からわかること
工程全体の安定化を図ることで
製品のバラツキを小さくし
なおかつ平均値を規格の中心に
寄せる改善を施すことが求められます
規格外の場合3:下限に規格外発生の状態
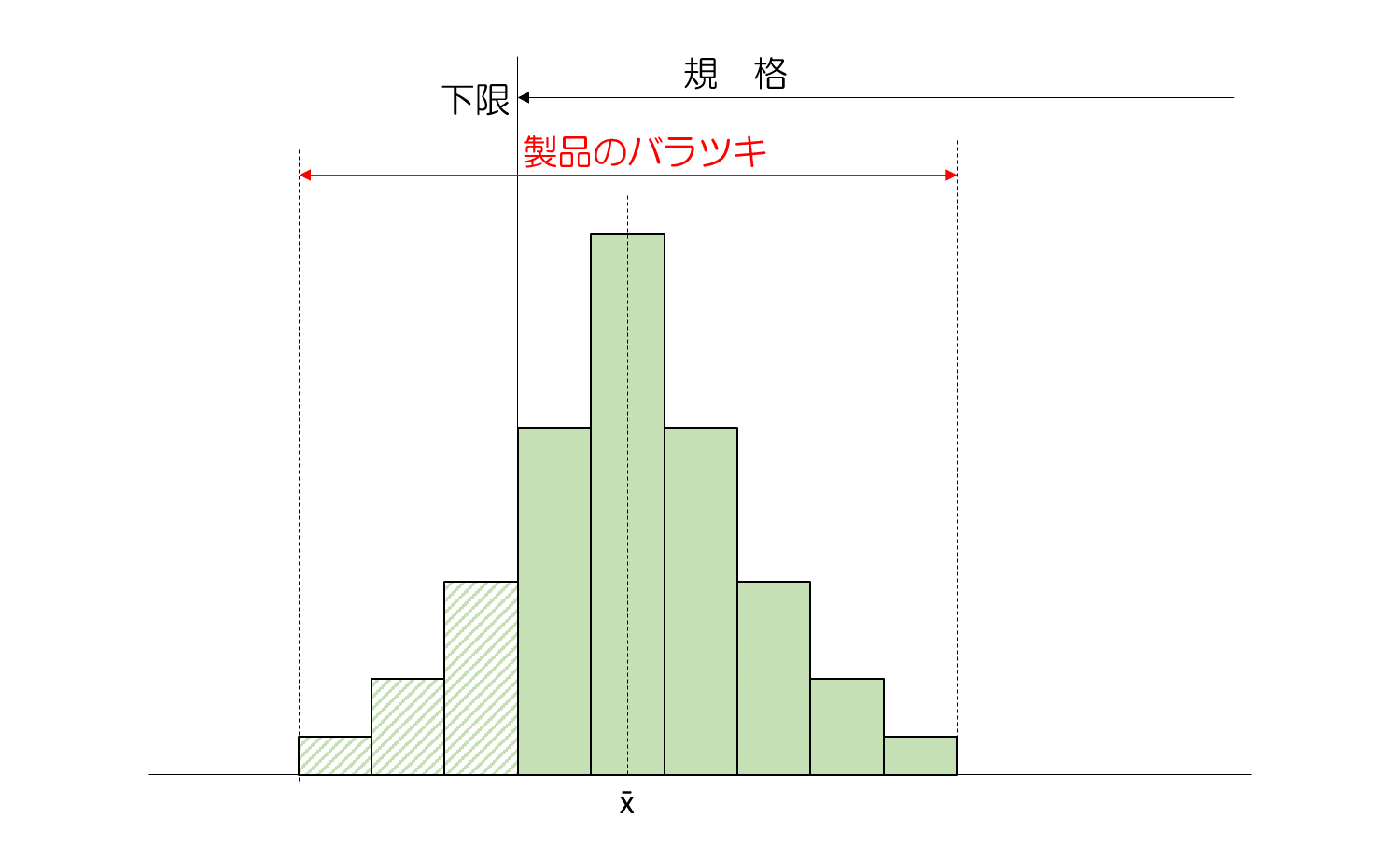
下限に規格外発生の状態の特徴
規格が下限だけが決められていて
その下限から規格外が
発生している状態です
例えば、外径が◯◯mm以上であること
などとなっている場合のことです
下限に規格外発生の状態からわかること
下限規格に比べて分布が左寄りのため
全体の平均値を上げる改善
あわせてバラツキを小さくする改善を
施す必要があります
規格外の場合4:上限に規格外発生の状態
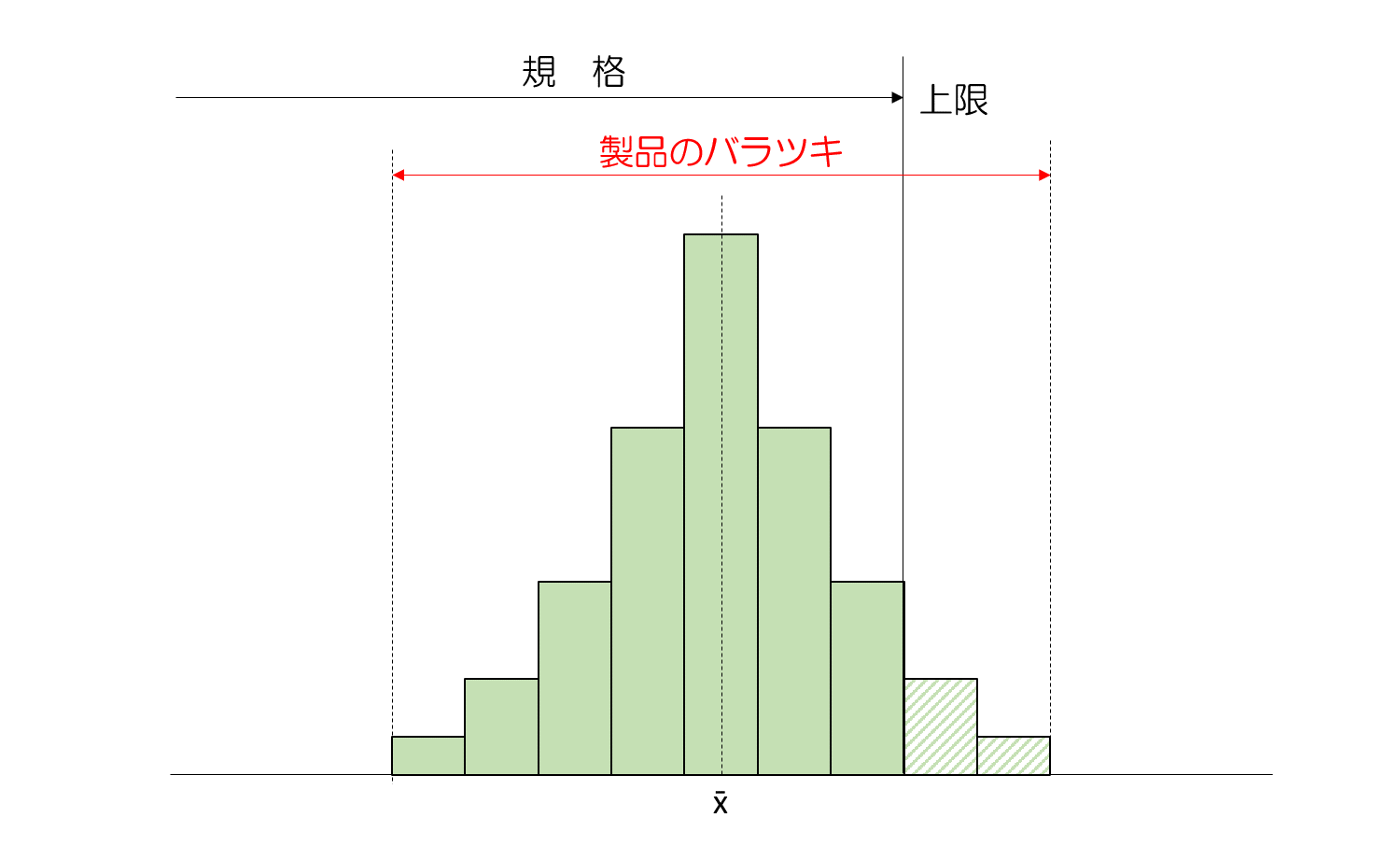
上限に規格外発生の状態の特徴
規格が上限だけが決められていて
その上限から規格外が
発生している状態です
例えば、
不純物の量が◯◯%以下であること
などとなっている場合が該当します
上限に規格外発生の状態からわかること
上限規格に比べて分布が右寄りのため
全体の平均値を下げる改善
あわせてバラツキを小さくする改善を
施すことが求められます
ヒストグラムの平均値とバラツキでわかること
ヒストグラムの平均値(ポジション)
そしてバラツキの大きさ(幅)
その規格との関係によって
さまざまなヒントがでてきました
分布形状からだけでなく
いろいろな気付きをもらたしてくれる
ヒストグラムというツール
頼もしいかぎりです
ですが
理解してしまうと簡単なのですが
理解いただくまでの説明は
どうしても複雑になってしまいます
ぜひここは実際に使ってみて
分析をして改善をしてみて
このツールがくれる気付きを
あなたの職場の改善に
活かしていただければ幸いです
それでは今日はここまでです
今後ともよろしくお付き合いくださいませ☆
長文・乱文を最後まで読んでくださり
いつもありがとうございます♪
すべては御社の発展のために
すべてはあなたの笑顔のために