

これまでの第1〜3回では、改善に向き合ううえでの 心構え を整理してきました。

改善はなぜ必要なのか、どのような視点で捉えるべきなのか、仕組みとして根付かせなければ続かないこと――。
いずれも実践に取り組む前に欠かせない土台づくりでした。
今回の第4回からは、その土台の上で「具体的にどう進めるか」という実践編に踏み込みます。
最初に取り上げるのが QC七つ道具 です。
QC七つ道具は、一見すると品質管理の専門用語に聞こえますが、実際には現場の誰もが扱えるシンプルな改善の道具箱です。
曖昧な感覚や属人的な意見に頼らず、データや図で「見える化」することによって、チーム全員が同じ事実を前提に議論できるようになります。
つまり、QC七つ道具は改善活動を“言葉のやり取り”から“共通の認識づくり”へと変える力を持っています。
本稿ではその役割や導入方法を整理し、現場での一歩目をどう踏み出すかを具体的に見ていきます。
QC七つ道具の役割と簡易な現場導入方法

改善活動を定着させるには、感覚や経験だけでなく「事実に基づいた議論」が欠かせません。
そのために活用されてきたのが、製造現場における定番のツール である、QC七つ道具 です。
ここでは、まずその基本的な位置づけから確認していきましょう。
QC七つ道具とは?製造現場での位置づけ
QC七つ道具とは、製造現場で発生する問題を「見える化」し、整理・分析するための基本的な手法の総称です。
チェックシート、パレート図、特性要因図、ヒストグラム、散布図、管理図、層別・グラフ――
いずれも特別な知識がなくても活用でき、現場の改善活動を支える“道具箱”として広く使われてきました。
大切なのは、これらの道具が「複雑な統計分析のため」ではなく、「現場で気づきを共有するため」にあるという点です。
問題を数値や図に置き換えることで、感覚や思い込みに左右されない議論が可能になります。
それでは、それぞれについてより詳しく見ていきましょう。
各道具の特徴と使い分けの基準
QC七つ道具には、それぞれ得意とする場面があります。
それぞれについて具体的な説明や活用方法は後の章で行うとして、まずはQC七つ道具を紹介します。
- チェックシート:現場で起きたことを簡単に記録する最初の一歩。
- パレート図:不具合や問題の“多い順”を見極め、優先順位をつける。
- 特性要因図(魚骨図):原因を構造的に整理し、「なぜ」を掘り下げる。
- ヒストグラム:データのばらつきを直感的に理解する。
- 散布図:2つの要素の関係性を視覚化する。
- 管理図:品質が安定しているかどうかを継続的に監視する。
- 層別・グラフ:条件ごとにデータを切り分け、隠れた傾向を見つける。
皆様はこのうちいくつご存じでしょうか?また、いくつを活用できているでしょうか?
今、活用できていないとしても、すべてを一度に使いこなす必要はありません。
むしろ「困っている場面に合う道具を選ぶ」ことが、QC七つ道具を活かす最大のコツです。
現場でスムーズに導入するための準備
これから現場で導入するにあたって、スムーズに、現場からの反発を少なく自然に導入したいと考えるのが普通です。
往々にして、製造現場の方々というのは、職人気質が強く保守的な職場が多く、新しいことに対して拒否感を持つことが多いです。
この、QC七つ道具の導入にあたっての最大のハードルは「数字やグラフに苦手意識を持つ人が多い」という点です。
そのため、最初から全てを全員に使わせようとするのではなく、以下のような小さな工夫が効果的です。
- 書式をシンプルにする:複雑なエクセル表ではなく、紙やホワイトボードで始める。
- 使う道具を絞る:チェックシートとパレート図だけ、など2〜3種類に限定する。
- 成果をすぐ共有する:書いたデータや図をチームで見て、改善の議論につなげる。
要するに、QC七つ道具は「覚えるもの」ではなく「使って慣れるもの」です。
頭ではなく、身体で覚えるもの、と現場にも伝えることが出来れば、一気に馴染みやすくなるイメージが持てるのではないでしょうか。
日常業務の延長で無理なく取り入れることが、現場に根付かせる最短ルートとなります。
数字に苦手意識がある人でも始められる“気づきの可視化”
改善活動を「やって終わり」にせず次につなげるには、日常の気づきを可視化して共有する仕組みが欠かせません。
QC七つ道具の中でも、まず取り上げたいのが 「チェックシート」「パレート図」「特性要因図」 の三つです。
これらは、他の道具に比べて難しい計算や大量のデータを必要とせず、現場の“気づき”をそのまま形にできる点が特徴です。
たとえば「どこで不具合が起きているのかを記録する」「どの問題が多いかを並べる」「原因を整理する」といった基本的な動作に直結しており、数字や統計に苦手意識がある人でも取り組みやすいのです。
言い換えれば、改善活動の入り口に立つための“最低限の道具”がこの三つだといえます。
まずはこのステップから始めることで、改善を「感覚」ではなく「事実」に基づいて語れるようになり、活動の土台が整っていきます。
チェックシートによる問題の記録方法
改善の第一歩は「気づきを残すこと」です。
チェックシートは、発生した問題や不具合を誰でも簡単に記録できる仕組みです。
たとえば、「どの工程で不良が出たか」「どの時間帯にトラブルが多いか」をあらかじめ項目として並べておき、現場でチェックを入れるだけでデータが蓄積されます。
紙一枚で始められるため、数字に苦手な人でも抵抗なく取り組めます。
また、気が付いた時にすぐに現場で記入できる手軽さも魅力です。
重要なのは「正確さより継続性」。最初から完璧を求めず、まずは気づいたことを残す習慣をつけることが大切です。
こうして集積されたデータの効果は絶大で、感覚ではなく事実に基づいて不具合や不良の傾向を把握することで、適切な対処を行うことが可能となり、結果として歩留まりや稼働率、つまりは生産性の向上の第一歩となるのです。
パレート図で優先順位を明確にする手順

さて、チェックシートを用いて、職場の問題を洗い出す取り組みが促進、活性化されたとしましょう。
しかし、悩みというのは尽きないもので、問題が数多く集まってくると、「どこから手をつけるべきか」が分からなくなります。
ここで役立つのがパレート図です。
パレート図は、不具合や問題の件数を多い順に並べ、グラフで示すことで「全体の中で何が一番大きな原因か」を直感的に把握できる仕組みです。
例えば「不良100件」のうち「部品の傷」が60件を占めていれば、まずその対策に注力するべきだと一目で分かります。
数字に強くなくても、グラフを見れば自然と優先順位が浮かび上がるのです。
また、件数だけではなく、重要度や処理時間などの軸を用いることも考えても良いです。
件数の順位としては3番目だけれども、工場への影響度で考えたら1番になる場合、そちらを優先して対応するということも考えられます。
いずれにせよ、視覚的・直感的に課題を把握することが出来れば、全従業員の納得感をもって、対処すべき課題の特定が容易となります。
特性要因図(魚骨図)で原因を整理する技術
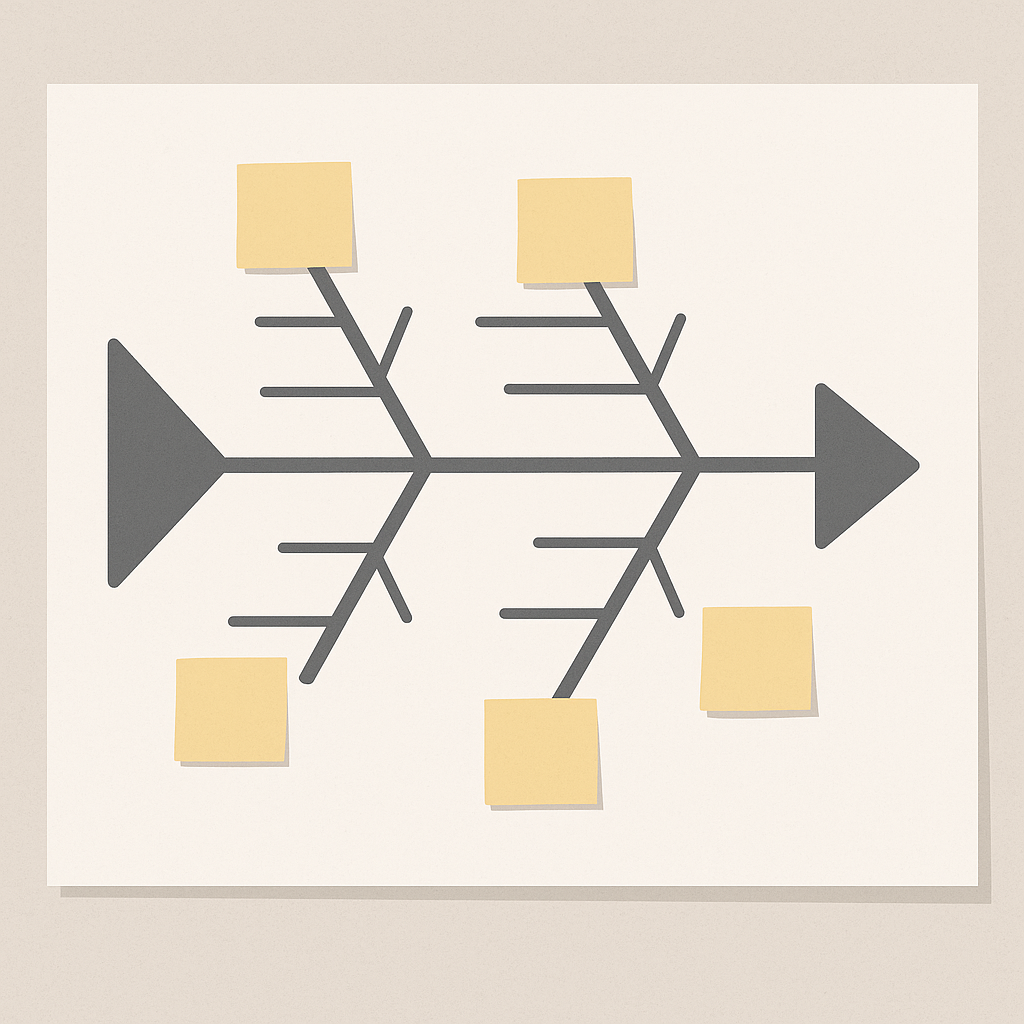
問題を改善するには「なぜ起きたのか」を掘り下げることが必要です。
特性要因図、通称「魚骨図」は、原因を枝分かれさせながら整理することで、思考を広げる手法です。
例えば「納期遅れ」という問題を取り上げた場合、「人」「設備」「方法」「材料」といったカテゴリーに分け、それぞれの要因を列挙していきます。
こうして視覚化することで、属人的な思い込みに頼らず、チーム全体で原因を検討できるようになります。
この手法のポイントは「抜けや漏れを防げること」。
複数人で意見を出し合えば、1人では見落としがちな視点も拾い上げられます。
おすすめは付箋を用いて白紙にどんどん気が付いたことを貼り付けていく方法です。
最初は当然余白が多いですが、付箋に書いて貼りつけていくことで余白が埋まっていくことに対して、ある種ゲーム感覚で取り組むことができ、意外な盛り上がりを見せることが多いです。
更に、この人ってこんなこと考えていたんだ、という意外な再発見にも繋がり、コミュニケーションの促進という副次的な効果も見込めます。
QC七つ道具の実践活用 ― データ分析編

第2章で取り上げたチェックシート・パレート図・特性要因図は、改善活動の入口として「気づきを記録する」「優先順位を見極める」「原因を整理する」といった基本を支える道具でした。
一方で、改善をより確かな成果につなげるには、実際に集まったデータを深掘りし、傾向を読み解くことが欠かせません。
ここでは、その時に活用できる、QC七つ道具の残り4つを紹介します。
ヒストグラム:ばらつきを直感的に把握する
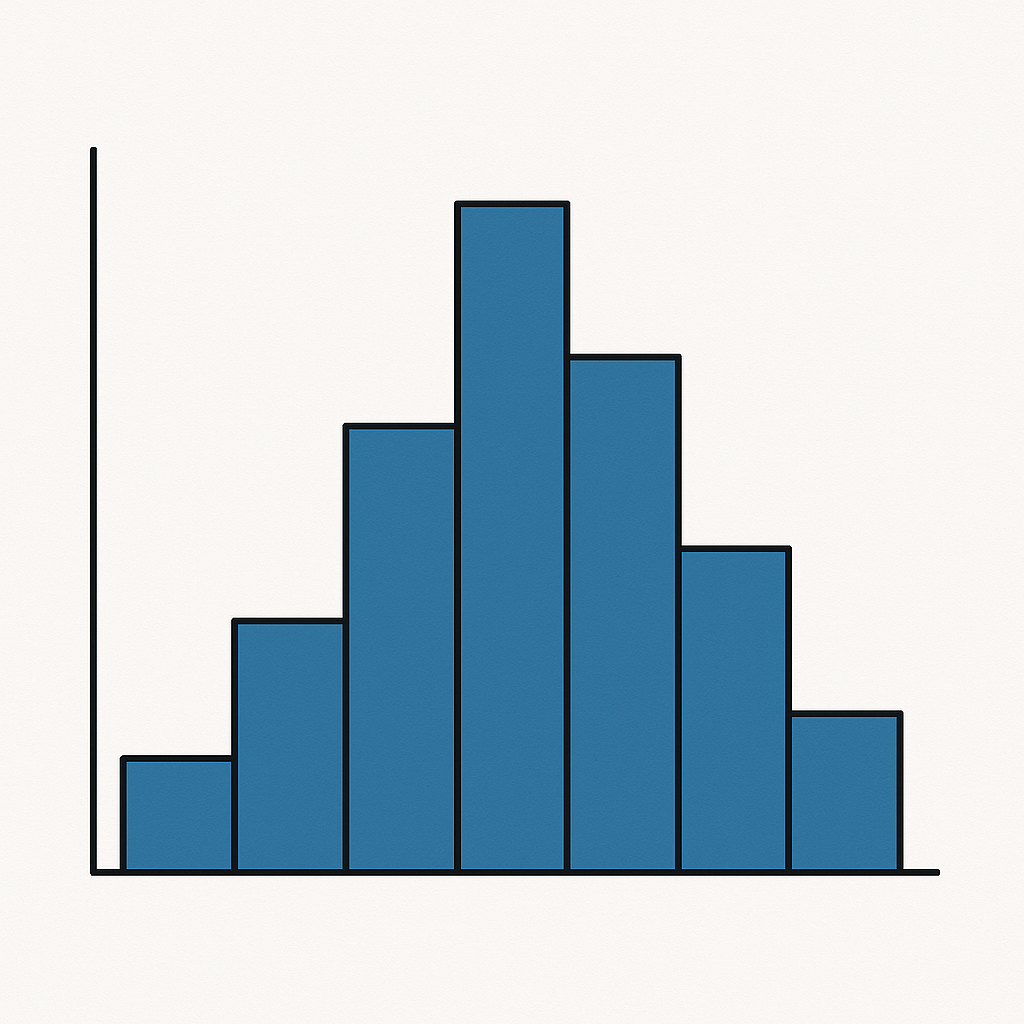
ヒストグラムとは、横軸に「区間(作業時間など)」、縦軸に「その区間に入る人数や件数」を示した棒グラフです。
例えば「10〜12分で作業が終わった人が5人」「12〜14分で終わった人が12人」といったように、区間ごとにどれくらいの人が分布しているかを可視化します。
作業時間以外にも、例えば「部品の寸法測定結果」をヒストグラムにすれば、規格値の周辺に収まっているのか、それともばらつきが大きく規格外が多いのかが直感的に分かります。
このように、ヒストグラムは 「平均値だけでは分からないばらつきを可視化する」 道具であり、作業の安定性や品質の均一性を確認する際に大きな力を発揮します。
散布図:要因の関係性を探る

散布図は、2つのデータを縦軸と横軸にとって点を打ち、関係性を視覚的に表す図です。
主に、「どの要因とどの結果がつながっていそうか」を探る際に用いる道具です。
例えば、横軸を「作業環境の温度」、縦軸を「不良率」として各日ごとのデータを点で示すと、温度が高いときに不良率も上がる傾向があるのかどうかが一目で分かります。
数字だけを表に並べていては気づけない「温度が高いときに問題が多い」という傾向が、散布図では直感的に見えてくるのです。
これはあくまで一例で、横軸に「作業経験年数」、縦軸に「作業時間」を取れば、「経験が長い人ほど作業時間が短い」という相関の有無を確認できます。
原因を掘り下げる際の出発点として有効であり、改善活動の議論を「思い込み」ではなく「データに基づいた仮説」へと導いてくれます。
管理図:安定した品質を維持する
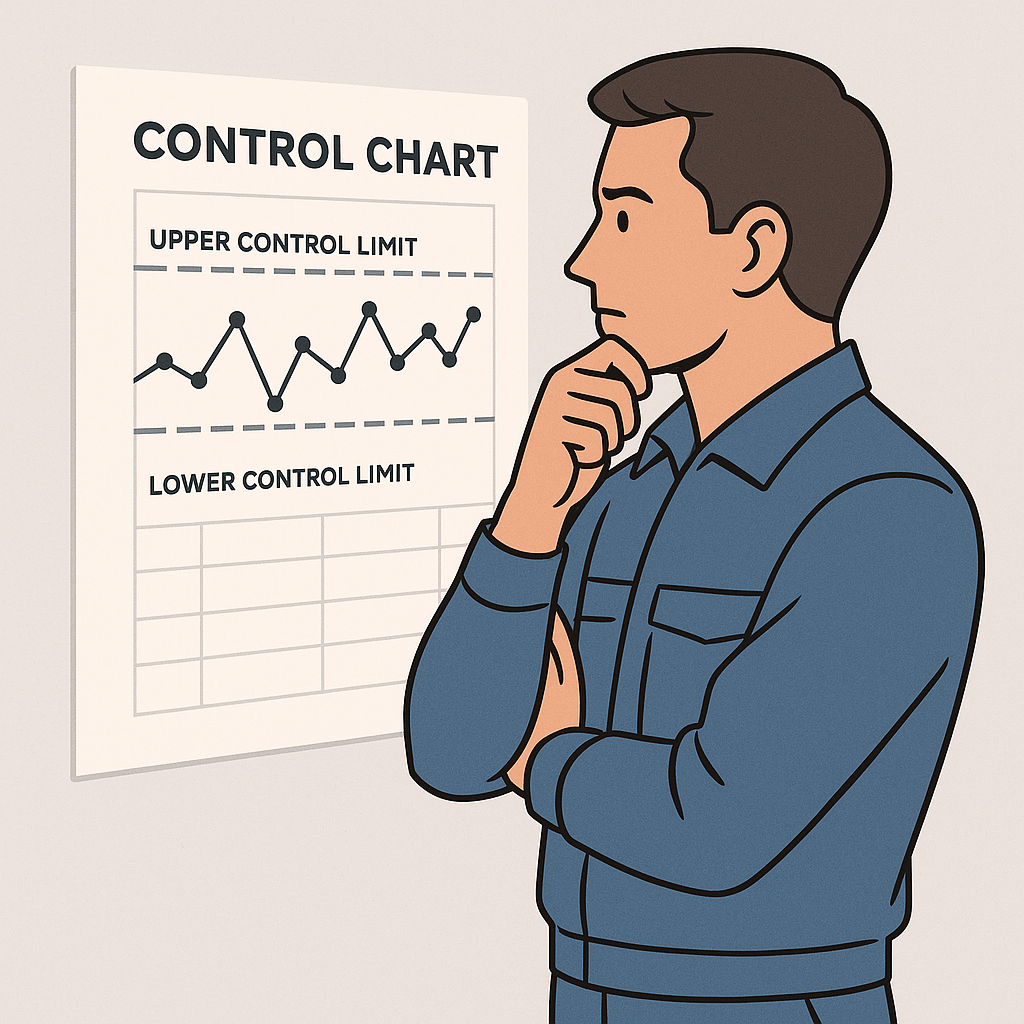
管理図は、データを時系列で並べ、その変動が許容範囲に収まっているかを確認するためのグラフです。
横軸には「時間(例えば日ごとや週ごと)」を、縦軸には「対象となる数値(例えば不良率や寸法値)」を取ります。
そこに測定したデータを点で記録し、線でつないでいきます。
さらに、そのデータが収まるべき範囲として「上限値(UCL)」と「下限値(LCL)」という管理限界線をあらかじめ引いておきます。
こうすることで、毎日のデータが「正常な範囲に収まっているか」「どこかで突発的な異常が起きていないか」を直感的に判断できるのです。
例えば「毎日の不良率」を管理図に描けば、多少の上下動はあっても範囲内に収まっていれば「安定している」と言えます。
逆に、急に上限を超える点が出たとすれば「異常が発生した」と早期に気づけます。
これはあくまで一例で、寸法検査や温度管理といった工程管理にも応用できます。
感覚や勘に頼らず、データで“安定”をとらえることができるため、品質保証や継続的な改善の基盤を支える強力な道具となります。
層別・グラフ:条件ごとの傾向を見抜く
層別は、集めたデータを条件ごとに分けて整理し、どこに偏りがあるのかを明らかにするための手法です。
横軸に「条件(例えば班や工程)」を、縦軸に「対象の数値(例えば不良率や作業時間)」をとり、条件ごとに区切って表示します。
これにより、全体をまとめて見ていると見落としてしまう問題点が、条件ごとに比較することで浮かび上がります。
例えば、全体の不良率が低いように見えても、層別してみると「特定の班だけ突出して不良率が高い」といった事実に気づくことができます。
これは、改善活動の焦点を効率的に絞り込み、「どこから手をつければよいか」を明確にするうえで大きな効果を発揮します。
その他にも、例えば「材料ロットごと」に層別を行えば、特定のロットでだけ不良が発生していることを発見できるかもしれません。
このように層別は、全体の平均値の裏に隠れている偏りを見抜くための道具であり、問題の本質に迫るために欠かせない視点を提供してくれます。
個人攻撃にならない“見える化”文化の作り方

QC七つ道具をはじめとする「見える化」の手法は、問題を整理するうえで非常に有効ですが、使い方を誤ると「誰のせいで起きた問題か」を追及する材料になってしまう恐れがあります。
これでは改善が「人を責める場」になり、活動は長続きしません。
大切なのは、見える化を「仕組みを良くするための道具」として活用する文化をつくることです。
人を責めずに仕組みを改善する視点
不良やトラブルが発生したとき、最も避けるべきは「誰がミスをしたか」に焦点を当てることです。
例えば「部品の傷」が多発した場合でも、それは作業者の注意不足だけが原因ではなく、治具の位置や検査手順、そもそもの作業環境が要因となっていることが多いのです。
見える化の目的は「責任の所在を明らかにすること」ではなく、「仕組みを改善する手がかりを得ること」であると共通認識を持つことが重要です。
不良やトラブルは改善の種です。
不良やトラブルを個人攻撃の材料としてしまうと、不良やトラブルを隠す方向に組織が向かってしまい、改善が進まないどころか、より大きな不具合につながってしまうことすらあり得ます。
データに基づいた建設的な議論の進め方
「なんとなくこう思う」ではなく、データや図を使って議論することで、話し合いは感情的になりにくくなります。
例えば、パレート図を使えば「問題の件数が最も多いのは◯◯」と事実が示されるため、議論は「その原因をどう取り除くか」に集中できます。
個人の意見を基に議論が進むと、どうしてもベテランや発言権の多い人に意見が偏りがちです。
それでも、改善が良い方向に進むケースももちろんありますが、若手社員の意欲が削がれていったり、偏った改善活動に終始してしまうケースも良く見られます。
組織として改善を進め、定着させていくためには、個人の意見ではなく「事実」に基づいた議論に切り替えることで、責任追及ではなく改善提案の場として活気が生まれます。
改善のためのポジティブな見える化環境
見える化を「問題を暴く道具」として扱うのではなく、「改善の成果を共有する道具」として使うことも効果的です。
たとえば「不良が減った」「作業時間が短縮された」といった結果をグラフで掲示すれば、従業員は自分たちの努力が形になったことを実感できます。
これにより「やらされ感」ではなく「やってよかった」という前向きな雰囲気が広がり、改善が持続しやすくなります。
本来改善活動は、経営陣・現場作業員双方にとって、メリットしかない取組のはずです。
改善の結果が自分たちにもいい影響を生んでいることを絶えず感じられる環境が出来上がれば、今取り組んでいる改善活動や、次に取り組む改善活動への意欲が湧いてくるはずです。
おわりに
QC七つ道具は、特別な人だけが扱える難しい手法ではなく、現場で誰もが使える「見える化の基本ツール」です。
平均値や感覚に頼っていた改善を、データに基づいた議論へと変え、原因の特定や優先順位付けを助けてくれます。
重要なのは、道具そのものを使いこなすこと以上に、「人を責めずに仕組みを改善する文化」を根付かせることです。
そして、改善活動に対して、適切に評価を行う組織作りを行うことも同様に重要です。
データを共有しながら建設的に話し合う環境があれば、QC七つ道具は単なる分析ツールではなく、組織を前進させる共通言語となります。
現場の小さな「気づき」を形にし、仲間と共有し、積み重ねていくこと。
その第一歩を支えるのがQC七つ道具であり、改善を持続させるための最も身近で頼もしいパートナーなのです。







